






















OPERATION
FIREPOWER 160S
Manual 0-5369
4-11
Operation
cooler, harder metal further away, and tends to bulge (or
is “upset”). When the weld area begins to cool, the “up-
set” metal attempts to contract as much as it expanded,
but, because it has been “upset”, it does not resume its
former shape, and the contraction of the new shape exerts
a strong pull on adjacent metal. Several things can then
happen.
The metal in the weld area is stretched (plastic deforma-
tion), the job may be pulled out of shape by the powerful
contraction stresses (distortion), or the weld may crack, in
any case, there will remain “locked-up” stresses in the job.
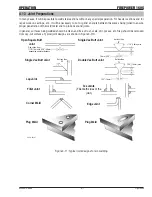
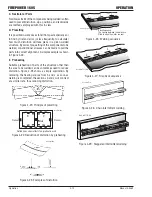
Figures 4-20 and 4- 21 illustrate how distortion is created.
Art # A-07705_AB
Hot
Hot
Weld
Upsetting
Expansion with
compression
Cool
Figure 4-21: Parent metal expansion
Art # A-07706_AC
Weld
Permanent Upset
Contraction
with tension
Figure 4-22: Parent metal contraction
4.22 Overcoming Distortion Effects
There are several methods of minimizing distortion ef-
fects.
A. Peening
This is done by hammering the weld while it is still hot.
The weld metal is flattened slightly and because of this the
tensile stresses are reduced a little. The effect of peening
is relatively shallow, and is not advisable on the last layer.
B. Distribution of Stresses
Distortion may be reduced by selecting a welding se-
quence which will distribute the stresses suitably so
that they tend to cancel each other out. See Figures 4-25
through 4-28 for various weld sequences. Choice of a
suitable weld sequence is probably the most effective
method of overcoming distortion, although an unsuitable
sequence may exaggerate it. Simultaneous welding of
both sides of a joint by two welders is often successful
in eliminating distortion.
Art # A-07704
Figure 4-20: Overhead fillet weld
4.20 Distortion
Distortion in some degree is present in all forms of
welding. In many cases it is so small that it is barely
perceptible, but in other cases allowance has to be made
before welding commences for the distortion that will
subsequently occur. The study of distortion is so complex
that only a brief outline can be attempted hear.
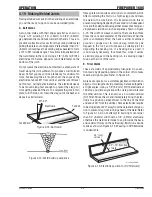
4.21 The Cause of Distortion
Distortion is cause by:
A. Contraction of Weld Metal:
Molten steel shrinks approximately 11 per cent in volume
on cooling to room temperature. This means that a cube
of molten metal would contract approximately 2.2 per
cent in each of its three dimensions. In a welded joint, the
metal becomes attached to the side of the joint and cannot
contract freely. Therefore, cooling causes the weld metal
to flow plastically, that is, the weld itself has to stretch if
it is to overcome the effect of shrinking volume and still
be attached to the edge of the joint. If the restraint is very
great, as, for example, in a heavy section of plate, the weld
metal may crack. Even in cases where the weld metal does
not crack, there will still remain stresses “locked-up” in
the structure. If the joint material is relatively weak, for
example, a butt joint in 5/64" (2.0mm) sheet, the contract-
ing weld metal may cause the sheet to become distorted.
B. Expansion and Contraction of Parent Metal in the
Fusion Zone:
While welding is proceeding, a relatively small volume
of the adjacent plate material is heated to a very high
temperature and attempts to expand in all directions. It
is able to do his freely at right angles to the surface of
the plate (i.e., “through the weld”), but when it attempts
to expand “across the weld” or “along the weld”, it meets
considerable resistance, and to fulfill the desire for con-
tinued expansion, it has to deform plastically, that is, the
metal adjacent to the weld is at a high temperature and
hence rather soft, and, by expanding, pushes against the







































































