





















FIREPOWER 160S
OPERATION
Operation
4-12
Manual 0-5369
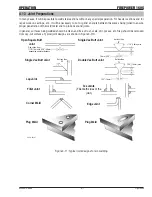
C. Restraint of Parts
Forcible restraint of the components being welded is often
used to prevent distortion. Jigs, positions, and tack welds
are methods employed with this in view.
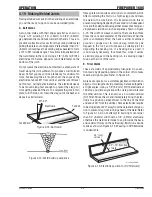
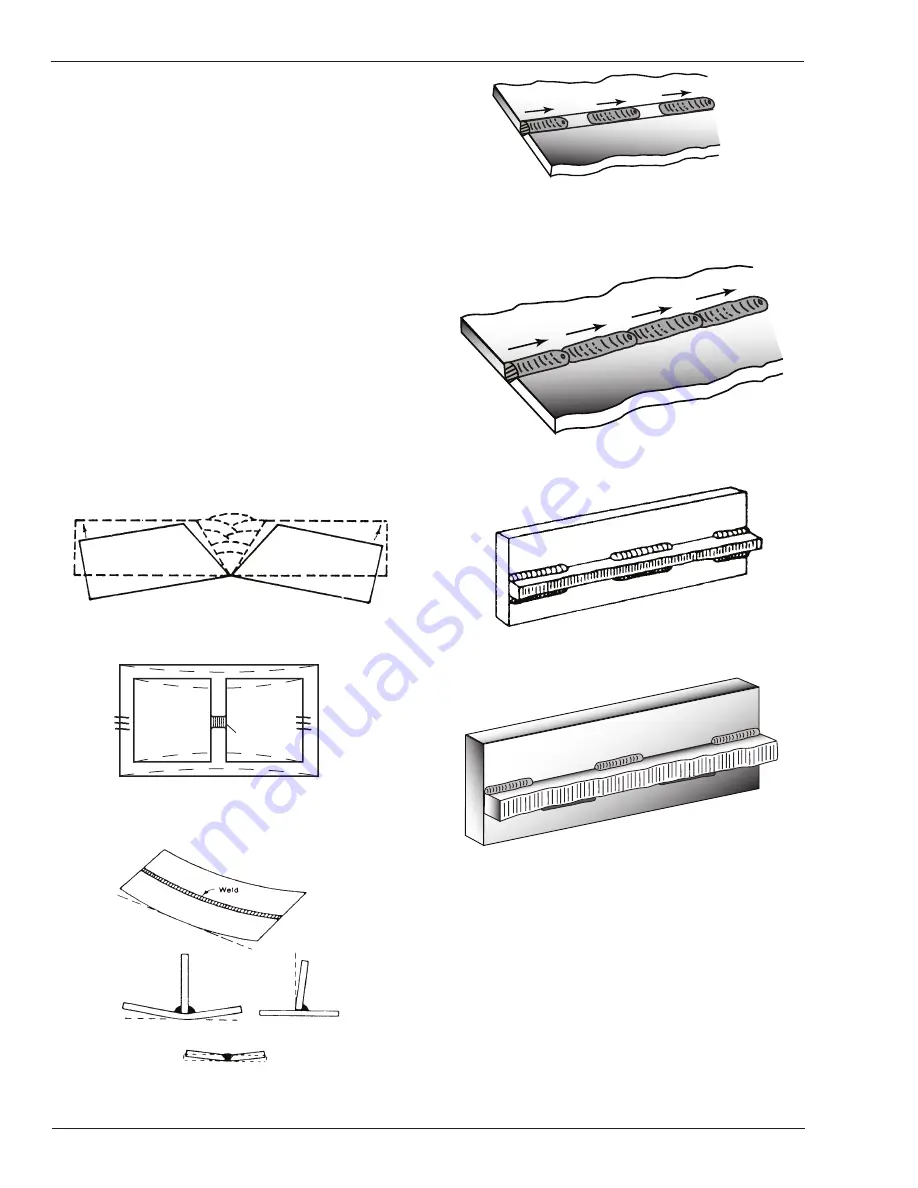
D. Presetting
It is possible in some cases to tell from past experience or
to find by trial and error (or less frequently, to calculate)
how much distortion will take place in a given welded
structure. By correct pre-setting of the components to be
welded, constructional stresses can be made to pull the
parts into correct alignment. A simple example is shown
in Figure 4-22.
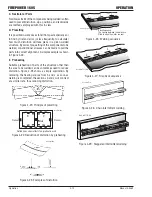
E. Preheating
Suitable preheating of parts of the structure other than
the area to be welded can be sometimes used to reduce
distortion. Figure 4-23 shows a simple application. By
removing the heating source from b and c as soon as
welding is completed, the sections b and c will contract
at a similar rate, thus reducing distortion.
Art # A-07707
Figure 4-23: Principle of presetting
Art # A-07708
B
Preheat
Preheat
Dotted lines show effect if no preheat is used
Weld
C
Figure 4-24: Reduction of distortion by preheating
Art # A-07709
Figure 4-25: Examples of distortion
Art # A-07710_AB
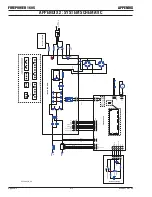
1
Block Sequence.
The spaces between the welds are
filled in when the welds are cool.
2
3
Figure 4-26: Welding sequence
Art # A-07711_AB
4
3
2
1
Figure 4-27: Step back sequence
Art # A-07712
Figure 4-28: Chain intermittent welding
Art # A-07713_AB
Figure 4-29: Staggered intermittent welding







































































