





























·154·
Programming manual
CNC 8055
CNC 8055i
9.
CANN
ED
CYCLES
·M· & ·EN· M
ODELS
S
OFT
: V02.2
X
Mach
inin
g canne
d cycl
es
9.5
Machining canned cycles
In all machining cycles there are three coordinates along the longitudinal axis to the work plane
which, due to their importance, are discussed below:
• Initial plane coordinate. This coordinate is given by the position which the tool occupies with
respect to machine zero when the cycle is activated.
• Coordinate of the reference plane. This is programmed in the cycle definition block and
represents an approach coordinate to the part. It can be programmed in absolute coordinates
or in incremental, in which case it will be referred to the initial plane.
• Machining depth coordinate. This is programmed in the cycle definition block. It can be
programmed in absolute coordinates or in incremental coordinates, in which case it will be
referred to the reference plane.
There are two functions which allow to select the type of withdrawal of the longitudinal axis after
machining.
• G98: Selects the withdrawal of the tool as far as the initial plane, once the indicated machining
has been done.
• G99: Selects the withdrawal of the tool as far as the reference plane, once the indicated
machining has been done.
These functions can be used both in the cycle definition block and the blocks which are under the
influence of the canned cycle. The initial plane will always be the coordinate which the longitudinal
axis had when the cycle was defined.
The structure of a canned cycle definition block is as follows:
It is possible to program the starting point in the canned cycle definition block (except the longitudinal
axis), both in polar coordinates and in Cartesian coordinates.
After defining the point at which it is required to carry out the canned cycle (optional), the functions
and parameters corresponding to the canned cycle will be defined, and afterwards, if required, the
complementary functions F S T D M are programmed.
When programming, at the end of the block, the number of times a block is to be executed "N", the
CNC performs the programmed move and the machining operation corresponding to the active
canned cycle the indicated number of times.
If "N0" is programmed, it will not execute the machining operation corresponding to the canned cycle.
The CNC will only carry out the programmed movement.
The general operation for all the cycles is as follows:
1.
If the spindle was previously running, it maintains the turning direction. If it was not in movement,
it will start by turning clockwise (M03).
2.
Positioning (if programmed) at the starting point for the programmed cycle.
3.
Rapid movement of the longitudinal axis from the initial plane to the reference plane.
4.
Execution of the programmed machining cycle.
5.
Rapid withdrawal of the longitudinal axis to the initial plane or reference plane, depending on
whether G98 or G99 has been programmed.
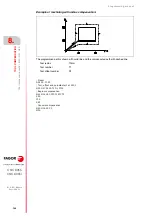
The explanation of each cycle assumes that the work plane is formed by the X and Y axes, and
that the longitudinal axis (perpendicular) is the Z axis:
G**
Machining point
Parameters
F S T D M
N****
Содержание 8055 EN
Страница 1: ...CNC 8055 M EN Programming manual Ref 1711 Soft V02 2x...
Страница 8: ...8 Programming manual CNC 8055 CNC 8055i SOFT V02 2X...
Страница 12: ...12 CNC 8055 CNC 8055i Declaration of conformity and Warranty conditions...
Страница 16: ...16 CNC 8055 CNC 8055i Version history...
Страница 22: ...22 CNC 8055 CNC 8055i Returning conditions...
Страница 24: ...24 CNC 8055 CNC 8055i Additional notes...
Страница 26: ...26 CNC 8055 CNC 8055i Fagor documentation...
Страница 238: ...238 Programming manual CNC 8055 CNC 8055i 11 IRREGULAR POCKET CANNED CYCLE M EN MODELS SOFT V02 2X 2D pockets...
Страница 284: ...284 Programming manual CNC 8055 CNC 8055i 11 IRREGULAR POCKET CANNED CYCLE M EN MODELS SOFT V02 2X 3D pockets...
Страница 336: ...336 Programming manual CNC 8055 CNC 8055i 12 PROBING M EN MODELS SOFT V02 2X PROBE 12 Tabletop probe calibration...
Страница 394: ...394 Programming manual CNC 8055 CNC 8055i 13 HIGH LEVEL LANGUAGE PROGRAMMING M EN MODELS SOFT V02 2X Expressions...
Страница 442: ...442 Programming manual CNC 8055 CNC 8055i 15 COORDINATE TRANSFORMATION M EN MODELS SOFT V02 2X TCP Transformation G48...
Страница 448: ......
Страница 454: ...454 Programming manual CNC 8055 CNC 8055i B M EN MODELS SOFT V02 2X Program control instructions...
Страница 462: ...462 Programming manual CNC 8055 CNC 8055i C M EN MODELS SOFT V02 2X Summary of internal CNC variables...
Страница 463: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 463 Key code KEY CODE Alpha numeric keyboard and monitor...
Страница 464: ...464 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 465: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 465 Key code Alphanumeric operator panel...
Страница 466: ...466 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code MC operator panel...
Страница 467: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 467 Key code...
Страница 468: ...468 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 469: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 469 Key code MCO TCO operator panel...
Страница 470: ...470 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code Alphanumeric keyboard...
Страница 471: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 471 Key code 11 LCD Monitor...
Страница 472: ...472 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 478: ...478 Programming manual CNC 8055 CNC 8055i F M EN MODELS SOFT V02 2X Maintenance...
Страница 479: ...Programming manual CNC 8055 CNC 8055i F SOFT V02 2X 479...
Страница 480: ...480 Programming manual CNC 8055 CNC 8055i F SOFT V02 2X...
Страница 481: ......