




























·144·
Programming manual
CNC 8055
CNC 8055i
8.
TOOL COMPENSATION
·M· & ·EN· M
ODELS
S
OFT
: V02.2
X
Tool
l
ength compe
n
sation (G43,
G44
, G1
5)
8.2
Tool length compensation (G43, G44, G15)
With this function it is possible to compensate possible differences in length between the
programmed tool and the tool being used.
The tool length compensation is applied on to the axis indicated by function G15 or, in its absence,
to the axis perpendicular to the main plane.
If G17, tool length compensation on the Z axis.
If G18, tool length compensation on the Y axis
If G19, tool length compensation on the X axis.
Whenever one of functions G17, G18 or G19 is programmed, the CNC assumes as new longitudinal
axis (upon which tool length compensation will be applied) the one perpendicular to the selected
plane.
On the other hand, if function G15 is executed while functions G17, G18 or G19 are active, the new
longitudinal axis (selected with G15) will replace the previous one.
The function codes used in length compensation are as follows:
G43: Tool length compensation.
G44: Cancellation of tool length compensation.
Function G43 only indicates that a longitudinal compensation is to be applied. The CNC starts
applying it when the longitudinal (perpendicular) axis starts moving.
When G43 is programmed, the CNC compensates the length in accordance with the value of the
tool offset selected with code D, or (in its absence) the tool offset shown in the tool table for the
selected tool (T).
Tool values R, L, I, K should be stored in the tool offset table before starting machining, or should
be loaded at the beginning of the program via assignments to variables TOR, TOL, TOI, TOK.
If no tool offset is selected, the CNC takes D0 with R0 L0 I0 K0.
Function G43 is modal and can be canceled via G44 and G74 (home search). If general machine
parameter "ILCOMP=0", it is also canceled on power-up, after executing M02, M30 or after
EMERGENCY or RESET.
G53 (programming with respect to machine zero) temporarily cancels G43 only while executing a
block which contains a G53.
Length compensation can be used together with canned cycles, although here care should be taken
to apply this compensation before starting the cycle.
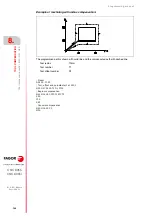
; Preset
G92 X0 Y0 Z50
; Tool, offset ...
G90 G17 F150 S100 T1 D1 M03
; Selects compensation
G43 G01 X20 Y20
X70
; Begins compensation
Z30
Содержание 8055 EN
Страница 1: ...CNC 8055 M EN Programming manual Ref 1711 Soft V02 2x...
Страница 8: ...8 Programming manual CNC 8055 CNC 8055i SOFT V02 2X...
Страница 12: ...12 CNC 8055 CNC 8055i Declaration of conformity and Warranty conditions...
Страница 16: ...16 CNC 8055 CNC 8055i Version history...
Страница 22: ...22 CNC 8055 CNC 8055i Returning conditions...
Страница 24: ...24 CNC 8055 CNC 8055i Additional notes...
Страница 26: ...26 CNC 8055 CNC 8055i Fagor documentation...
Страница 238: ...238 Programming manual CNC 8055 CNC 8055i 11 IRREGULAR POCKET CANNED CYCLE M EN MODELS SOFT V02 2X 2D pockets...
Страница 284: ...284 Programming manual CNC 8055 CNC 8055i 11 IRREGULAR POCKET CANNED CYCLE M EN MODELS SOFT V02 2X 3D pockets...
Страница 336: ...336 Programming manual CNC 8055 CNC 8055i 12 PROBING M EN MODELS SOFT V02 2X PROBE 12 Tabletop probe calibration...
Страница 394: ...394 Programming manual CNC 8055 CNC 8055i 13 HIGH LEVEL LANGUAGE PROGRAMMING M EN MODELS SOFT V02 2X Expressions...
Страница 442: ...442 Programming manual CNC 8055 CNC 8055i 15 COORDINATE TRANSFORMATION M EN MODELS SOFT V02 2X TCP Transformation G48...
Страница 448: ......
Страница 454: ...454 Programming manual CNC 8055 CNC 8055i B M EN MODELS SOFT V02 2X Program control instructions...
Страница 462: ...462 Programming manual CNC 8055 CNC 8055i C M EN MODELS SOFT V02 2X Summary of internal CNC variables...
Страница 463: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 463 Key code KEY CODE Alpha numeric keyboard and monitor...
Страница 464: ...464 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 465: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 465 Key code Alphanumeric operator panel...
Страница 466: ...466 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code MC operator panel...
Страница 467: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 467 Key code...
Страница 468: ...468 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 469: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 469 Key code MCO TCO operator panel...
Страница 470: ...470 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code Alphanumeric keyboard...
Страница 471: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 471 Key code 11 LCD Monitor...
Страница 472: ...472 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 478: ...478 Programming manual CNC 8055 CNC 8055i F M EN MODELS SOFT V02 2X Maintenance...
Страница 479: ...Programming manual CNC 8055 CNC 8055i F SOFT V02 2X 479...
Страница 480: ...480 Programming manual CNC 8055 CNC 8055i F SOFT V02 2X...
Страница 481: ......







































































