





























Programming manual
CNC 8055
CNC 8055i
ADDITION
AL PREP
ARATORY FUNCTIONS
7.
·M· & ·EN· M
ODELS
S
OFT
: V02.2
X
·113·
Wo
rki
ng with squa
re
(G07)
and
ro
und
(G05,G5
0) co
rn
ers
7.3
Working with square (G07) and round (G05,G50) corners
7.3.1
G07 (square corner)
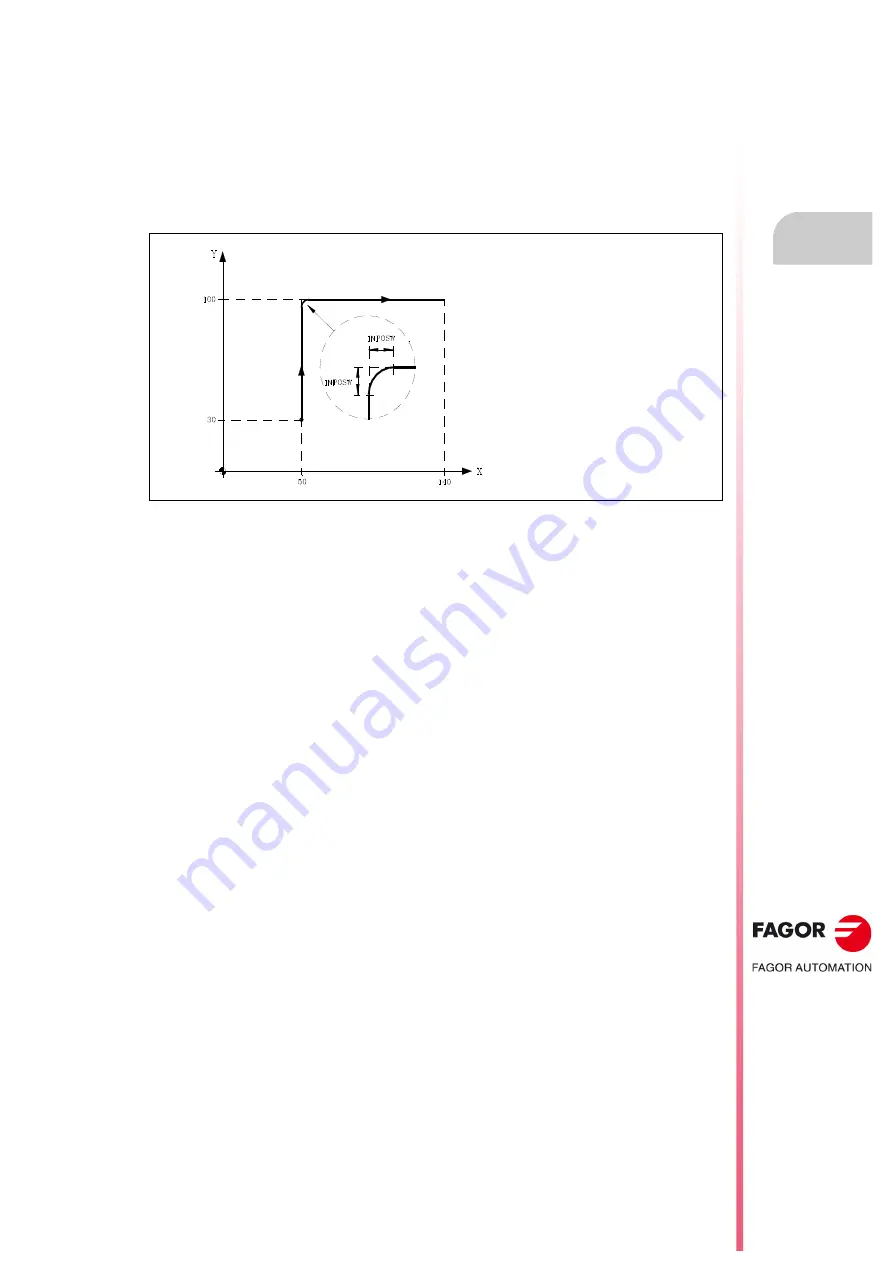
When working in G07 (square corner) the CNC does not start executing the following program block
until the position programmed in the current block has been reached.
The CNC considers that the programmed position has been reached when the axis is within the
"INPOSW" (in-position zone or dead band) from the programmed position.
The theoretical and real profile coincide, obtaining square corners, as seen in the figure.
Function G07 is modal and incompatible with G05, G50 and G51. Function G07 can be programmed
as G7.
On power-up, after executing M02, M30 or after EMERGENCY or RESET, the CNC assumes code
G05 or G07 depending on how the general machine parameter "ICORNER" is set.
G91 G01 G07 Y70 F100
X90
Содержание 8055 EN
Страница 1: ...CNC 8055 M EN Programming manual Ref 1711 Soft V02 2x...
Страница 8: ...8 Programming manual CNC 8055 CNC 8055i SOFT V02 2X...
Страница 12: ...12 CNC 8055 CNC 8055i Declaration of conformity and Warranty conditions...
Страница 16: ...16 CNC 8055 CNC 8055i Version history...
Страница 22: ...22 CNC 8055 CNC 8055i Returning conditions...
Страница 24: ...24 CNC 8055 CNC 8055i Additional notes...
Страница 26: ...26 CNC 8055 CNC 8055i Fagor documentation...
Страница 238: ...238 Programming manual CNC 8055 CNC 8055i 11 IRREGULAR POCKET CANNED CYCLE M EN MODELS SOFT V02 2X 2D pockets...
Страница 284: ...284 Programming manual CNC 8055 CNC 8055i 11 IRREGULAR POCKET CANNED CYCLE M EN MODELS SOFT V02 2X 3D pockets...
Страница 336: ...336 Programming manual CNC 8055 CNC 8055i 12 PROBING M EN MODELS SOFT V02 2X PROBE 12 Tabletop probe calibration...
Страница 394: ...394 Programming manual CNC 8055 CNC 8055i 13 HIGH LEVEL LANGUAGE PROGRAMMING M EN MODELS SOFT V02 2X Expressions...
Страница 442: ...442 Programming manual CNC 8055 CNC 8055i 15 COORDINATE TRANSFORMATION M EN MODELS SOFT V02 2X TCP Transformation G48...
Страница 448: ......
Страница 454: ...454 Programming manual CNC 8055 CNC 8055i B M EN MODELS SOFT V02 2X Program control instructions...
Страница 462: ...462 Programming manual CNC 8055 CNC 8055i C M EN MODELS SOFT V02 2X Summary of internal CNC variables...
Страница 463: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 463 Key code KEY CODE Alpha numeric keyboard and monitor...
Страница 464: ...464 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 465: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 465 Key code Alphanumeric operator panel...
Страница 466: ...466 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code MC operator panel...
Страница 467: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 467 Key code...
Страница 468: ...468 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 469: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 469 Key code MCO TCO operator panel...
Страница 470: ...470 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code Alphanumeric keyboard...
Страница 471: ...Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X 471 Key code 11 LCD Monitor...
Страница 472: ...472 Programming manual CNC 8055 CNC 8055i D M EN MODELS SOFT V02 2X Key code...
Страница 478: ...478 Programming manual CNC 8055 CNC 8055i F M EN MODELS SOFT V02 2X Maintenance...
Страница 479: ...Programming manual CNC 8055 CNC 8055i F SOFT V02 2X 479...
Страница 480: ...480 Programming manual CNC 8055 CNC 8055i F SOFT V02 2X...
Страница 481: ......







































































