















Содержание MPC 5000
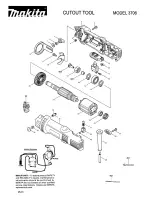
Страница 25: ...25 FormE 551 8 Remove the screws found on the non operator side of Y pulley plate 9 Remove the pulley plate ...
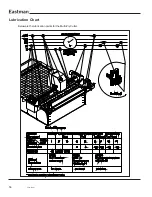
Страница 56: ...56 FormE 551 Lubrication Chart Below are the lubrication points for the Multi Ply Cutter ...
Страница 65: ...65 FormE 551 Additional Comments Maintenance Signature Date ...