





























9. USING WOOD RASPS AND FILES
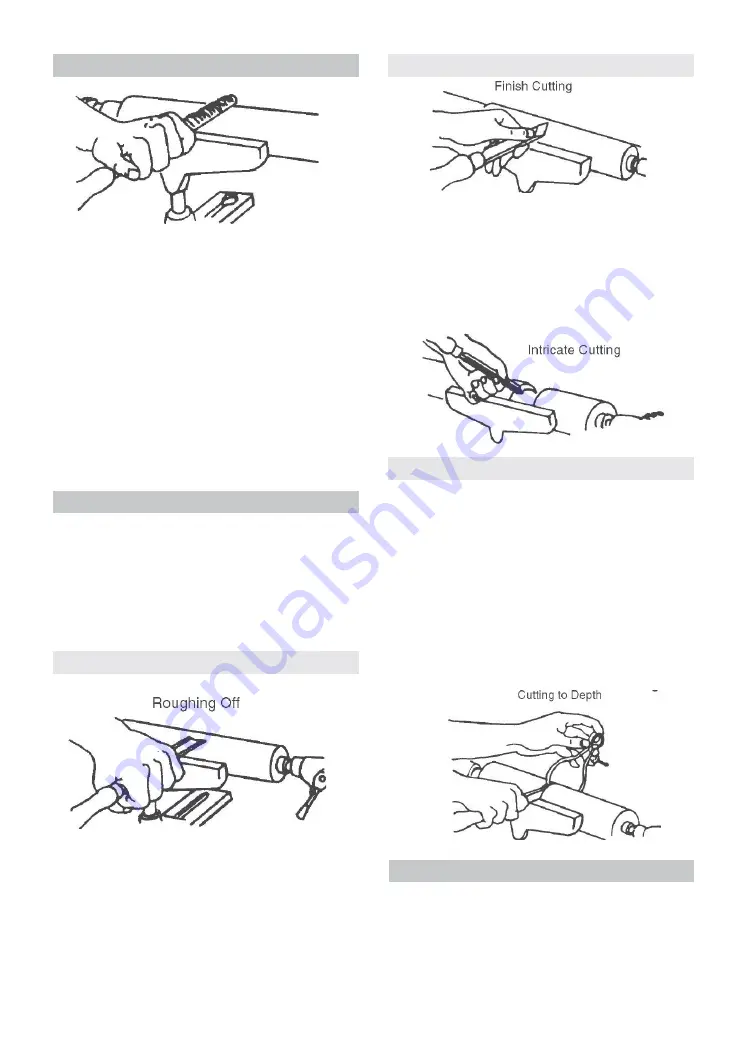
10.2 Finish Cutting
A wood rasp will remove stock quickly when
held against the revolving workpiece. Care
should be taken to suppor t the rasp fir mly
against the tool rest however, as it can tear the
hands painfully if caught by a rough edge of
the workpiece and kicked back. The rasp will
leave a very rough finish.
Finer finishes (similar to those produced by
scraping), can be obtained by using files in the
same manner. Various shape files can be used
for shaping vees, beads, coves etc. If pressed
into the wood too hard, however, a file can burn
the workpiece surface. Keep the file clean to
keep it cutting uniformly. Files work best on hard
woods.
10. HAND POSITIONS
When handling a chisel, the hand takes a
natural position, being nearer or farther from the
end depending upon the amount of leverage
required. The position of the tool rest hand is a
matter of individual liking, but there are three
generally accepted positions, each best for
certain types of operations.
10.1 Roughing Off
Roughing off and other heavy work requires a
fir m gr ip and solid positioning of the chisel
against the rest. This is best obtained by the tool
rest hand position as illustrated. The wrist is
dropped down so that the heel of the hand
below the little finger acts as a sliding guide
against the rest. The handle hand controls chisel
position.
Finish cutting requires more control with less
force and is better done with the palm of the
tool rest hand turned up. The wrist is still held
down, and the side of the index finger acts as a
guide along the rest. In this position, control of
the chisel is shared by both hands, the fingers
of the tool rest hand being free to assist in
positioning the tool.
10.3 Intricate Cutting
Intr icate, delicate cutting requires extreme
control, with practically no force. This is best
accomplished by guiding the chisel with the
fingers of the tool rest hand. The hand is held
palm up, with the wrist high, and the little finger
placed against the rest to steady the hand. The
chisel does not touch the rest and the handle
hand is completely secondary to the tool rest
hand.
The first and second positions are equally good
for scraping operations, but the third position is
never used for scraping.
11. CUTTING TO DEPTH
Many scraping operations and cutting to depth
with the parting tool can be easily done with
one hand. The chisel is grasped firmly with the
index finger on top, to press it down against the
rest, and is thrust straight into the work. Holding
the tool thus leaves the other hand free to hold
a pattern , callipers etc., to check work progress.
17
Fig. 21
Fig. 23
Fig. 20
Fig. 24
Fig. 22
Содержание 6500685
Страница 1: ...OPERATING MAINTENANCE INSTRUCTIONS 0408 40 WOODLATHE 40 WOODLATHE Model No CWL1000 Part No 6500685...
Страница 31: ...31 PARTSDIAGRAM...
Страница 32: ......





















































