





















28
race contacting, as shown on assembly
section).
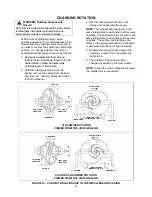
a) Remove the preservative from the
outside diameter and faces of the
bearings. Heat both bearings to 200°F
at the same time. Place the first
bearing on the shaft. Very quickly
place the second bearing on the shaft.
When installing the second bearing,
push against the inner race to remove
all clearance between the inner races
of the two bearings, and between the
inner race of the first bearing and the
retaining collar.
b) Use locknut (3-516-4) to hold the
bearings together against the retaining
ring while they cool. First, place the
bearing lockwasher (3-517-4) on the
shaft with the locking tabs away from
bearing. Install the locknut with the
beveled edge facing the bearing.
Tighten it as much as possible with a
spanner wrench turned by hand.
c) After the bearings have cooled to
room temperature, retighten the
locknut as much as possible with a
spanner wrench turned by hand. Then
use a hammer on the wrench to
tighten the locknut an additional
eighth to quarter turn. Be sure a slot
on the nut lines up with a tab on the
lockwasher. Bend one of the
lockwasher tabs into matching slot on
the bearing locknut.
16. Once bearings are cooled to room
temperature, coat with 2 to 3 ounces of a
recommended grease.
17. Slide bearing housings (3-025-3, -4) onto
shaft over bearings.
18. Assemble bearing caps to bearing
housings using cap screws (5-904-9).
NOTE:
These are grade 8 screws.
19. Assemble pipe plugs (2-910-9) and
grease fittings (5-905-9) as required.
20. Replace pump coupling half and key.
21. Clean gasket surfaces of the casing.
Apply Scotch 3M-77 spray adhesive or
equivalent to the lower half of the casing.
(2-001-8).
22. Within one minute of spraying, set the
untrimmed gaskets (2-123-5 and -6) in
place on the lower half casing, align the
holes in the gaskets with the holes in the
casing and press the gaskets firmly
against the lower half casing face in the
area coated by the adhesive.
23. Trim the gaskets flush with the lower
casing bores, if this has not been done
yet.
CAUTION:
Machined casing bores must remain sharp
at the casing parting line. Gaskets must be flush
with bore in order to contact O-rings. Leakage can
result around stuff box O-ring if this step is not
properly followed. Failure to follow these
instructions could result in injury or property
damage.
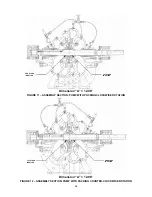
350 FT.LBS MIN. TORQUE REQUIRED
FIGURE 13 – TORQUE PATTERN FOR CASING
MAIN JOINT







































































