
























TitanMig 200D Operators Manual
Issue. A 1216
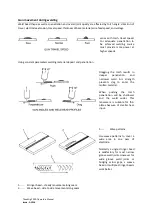
Connect the gas hose to the regulator / flow meter located on the shield gas cylinder and connect the
other end to the machine.
Open the valve on the TIG torch slowly and set the flow rate for 12 l/min.
Select TIG function on the front panel.
“Scratch” the electrode on the work piece to start the arc.
(2)
For the Tig Torch with Europe connection.
Connect the TIG torch to the Euro connection on the front of the machine and tighten it.
Insert the earth cable plug into the Positive socket on the front of the machine and tighten it.
Insert the weld power cable plug into the Negative socket on the front of the machine and tighten it.
Connect the gas line of the TIG torch to regulator and connect the regulator to the gas cylinder.
Connect the gas line to the machine via the quick push lock connector located on the rear panel.
Open the gas valve cylinder slowly and set the flow rate for 12 l/min.
Select TIG function on the front panel.
4.0
Trouble Shooting
4.1 Mig Welding Trouble Shooting
The following chart addresses some common problems during MIG Welding.
In the event of equipment malfunction, contact an authorized service agent.
Possible Reason
Suggested Solution
The Welding current is unstable
The pressure arm on the wire feeder is not
properly adjusted
Adjust it to get proper pressure.
The drive roll does not match the wire size being
used.
Make sure they match with each other.
The contact tip of the welding torch is badly
worn.
Replace it.
The wire-feeding tube of the welding torch is
badly worn.
Replace it
The welding wire is of poor quality
Replace it with welding wire of good quality
Excessive Spatter
Wire feed speed set too high
Select lower wire speed
Voltage to high
Select a lower voltage setting
Wrong polarity Set
Select the correct polarity for the wire being used
Stick out too long
Bring the torch closer to the work piece
Contaminated base metal
Remove any paint , grease, oil & dirt
Contaminated MIG Wire
Use clear dry rust free wire only.
Gas Flow too high or too low
Check gas is connected. Set gas flow between 10-15 l/min. Protect Weld Zone
from wind & drafts
Porosity
Wrong Gas
Check that correct gas is being used





















































