





























TitanMig 200D Operators Manual
Issue. A 1216
Carbon Dioxide is less than ideal for use alone as a shielding gas but it is an essential ingredient of
most GMAW shielding mixtures.
High Carbon Dioxide (18 to 23%) mixtures are particularly suited to welding steels which are coated
with paint, primers and other surface contaminants, or where higher penetration is required.
Helium
Rarely used alone as a shielding gas.
Completely inert.
Lighter than air therefore less efficient as a shield.
High ionization potential which can cause arc initiation problems.
Essential ingredient for many shielding gas mixtures.
Helium rich shielding gas mixtures provide excellent weld fusion characteristics for GMA welding
applications. The high heat input obtained by using helium produces a hot arc and allows for high
deposition welding.
Oxygen
Oxygen is never used as a shielding gas on its own.
Oxygen is a vital component in many mixtures and performs two main functions…
It aids stability within the arc ionizing at a similar level to argon and influences the arc rooting
characteristics by producing a uniform oxide layer on the electrode and work piece.
It also reduces the surface tension of the metal droplets and the molten weld pool.
The benefits of these two functions are reduced wire losses as a result of spatter and the more
efficient use of deposited metal due to reduced reinforcement (weld metal build-up).
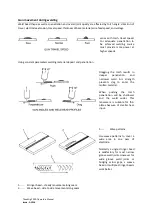
Penetration Profiles
Different shielding gas formulations produce quite different and significant changes to the
penetration
profile
of the weld.
Selecting the Correct Shielding Gas
Base Material considerations
Base material type or classification
Base material thickness
Joint design
Welding position
Metal transfer mode
Spray transfer
Globular transfer
Dip transfer
Pulsed current transfer
Quality aspect of the finished weld
Mechanical and chemical requirement
Surface finish
Penetration
Economics of the weld
Clean up costs (acceptable level of spatter)
Welding travel speed
Flow rate of shielding gas
Cost of shielding gas
Carbon Steel - Low content CO2 Mixtures
Most shielding gases are based on the argon/carbon dioxide/oxygen system for welding carbon steels.
Low content CO2 mixture (1-7% CO2) produce welds with a “Wine Glass” penetration profile similar to
that produced by pure argon, along with a very stable arc and low spatter levels.





















































