

























TitanMig 200D Operators Manual
Issue. A 1216
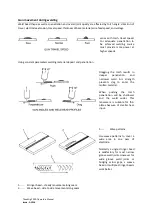
3.2 MMAW (Stick/MMA) Welding
Insert the cable plug with electrode holder into
the “+” socket on the front panel of the welding
machine, and tighten it clockwise.
Insert the cable plug of the work return lead into
the “-” socket on the front panel of the welding
machine, and tighten it clockwise
After connecting the welding leads as detailed you
will need to switch the power switch on the back
panel to “ON”
Select MMA by switching to the MMA welding
mode. There is voltage output at both output
terminals.
Set the amperage on the machine suitable for the
electrode being used. Ensure you check that you
have the electrode polarity correct.
Please see below a guide to amperages required.
Electrode Diameter(mm)
Welding Current(A)
Electrode Diameter(mm)
Welding Current(A)
2.0
40-60
4.0
130-180
2.5
60-95
5.0
180-220
3.2
95-130
6.0
220-260
Average Thickness of
Material (mm)
Suggested Electrode
Diameter (mm)
Average Thickness of
Material (mm)
Suggested Electrode
Diameter (mm)
1.0-2.0
2.5
5.0-8.0
4.0
2.0-5.0
3.2
8.0 >
5.0
TIG Welding
(1)
For the TIG torch with Dinse connection
Insert the cable plug with the work clamp into the “+” socket on the front panel of the welding machine,
and tighten it clockwise.
Insert the cables plug of the TIG torch into the “-” socket on the front panel of the machine or insert the
Europe plug of the TIG torch into the Europe socket(for the torch with Europe connector) and tighten
clockwise.





















































