





























TitanMig 200D Operators Manual
Issue. A 1216
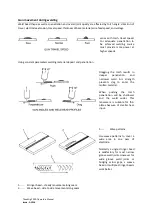
Installation of wire reel
Open the side cover and unscrew reel brake cover. Mount the reel in such way that one
end of wire hangs downwards. Mount brake cover back in position.
Cut off the bent end of the wire. Lead the end of the wire trough inlet guide and unclip
pressure handle of feed rollers in order to make the work easier. Ensure both wire inlet
guide and the feeding rollers groove are aligned. Push the welding wire to the inlet of the
torch connection. Replace the pressure handle to re-establish pressure on the wire. If
handle pressure is too strong the wire could be transformed - flattened. If the pressure is
too low the wire could slip in the feeding groove. Use tension knob to adjust this.
Gas selection for Gas Metal Arc Welding (GMAW)
Metal inert gas welding (MIG): Uses Argon (Ar), Helium (He) or Ar-He mixtures as the shield gas, and it
mainly used for welding aluminum and its alloys.
Metal active gas welding (MAG): Uses Argon (Ar) mixed with a certain amount of CO2 / O2 as the shield
gas, and it usually used in short circuit transfer and spray transfer. It can be applicable to flat position
welding, vertical position welding, overhead position welding and all-position welding, and it mainly used
for welding carbon steel, high strength low alloy steel and stainless steel. Welding robots mostly use the
MAG process.
CO2 (carbon dioxide) gas shielded arc welding (CO2 welding): It uses CO2 as the shield gas, and is usually
used in globular transfer and short circuit transfer to implement welding. It can be used to weld in
different positions. As compared with other welding methods, CO2 welding has many advantages, though
it produces more spatters, CO2 welding is widely used for general metal structure welding.
The correct shielding gas can alter productivity in GMAW by contributing to.
Correct weld sizes, to reduce over welding
Lower spatter levels, to increase welding speed and reduce clean-up
Reduced welding defects which reduces rework time
Reduced fume levels, to improve OH&S and worker comfort, increases productivity
Shielding gases have a strong influence over..
Stability of the arc
The shape of the weld bead/face
Mechanical properties of the weld
Cost efficiency of the welding process being used
Control of fume generation rates
Gases used in Shielding Gas Formulations
Argon
The tendency for argon to produce a “Wine Glass” penetration profile can make it difficult to ensure
complete fusion of the weld especially if “Arc Wander” is occurring.
For GMAW applications small additions of oxygen or carbon dioxide will assist in eliminating “Arc
Wander” by producing a uniformly oxidized surface for the arc root to “Anchor” to. The addition of
helium produces a broader and deeper fusion profile.
Carbon Dioxide CO2
The first shielding gas used for GMAW, MIG welding.
Spray transfer using GMAW cannot be achieved with carbon dioxide.
At low currents a good dip transfer mode can be obtained.
At high currents the transfer mode is globular and significant spatter is produced





















































