上海维宏电子科技股份有限公司
Weihong Electronic Technology Co., Ltd.
Specialized, Concentrated, Focused 25
Description:
G49: tool length compensation off
G43: compensation along positive direction (end point value of compensation axis adds offset
value)
G44: compensation along negative direction (end point value of compensation axis subtracts
offset value)
H_: parameter of G43/G44, i.e. tool length compensation offset no. (H00~H07), denotes length
compensation value relative to the tool compensation list.
Tool length compensation is used to compensate the deviation of tool length, which subtracts or
adds the saved tool offset value from or to the command value of Z-axis.
G43 and G44 are modal commands. When G43 or G44 is programmed, they will be always
effective until G49 command appears to cancel them.
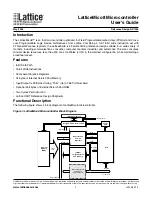
Z
X
3
1
0
Tool nose position after
length compensation
Tool nose position before
length compensation
0
Fig. 4-16 Tool Length Compensation
Programming Example:
See Fig. 4-16 for tool length compensation.
G90 G00 X5 Z0 F300
G43 G0 Z10 H1
’length compensation to the cutter
G01 Z-10 F1000
G923 Directly Set Tool Offset
Command Format:
G923 X_Y_Z_ P_
Description:
Sets tool offset value for the specified tool; axes not listed out will not be modified.
P_: to specify cutter no.
For example:
G923 Z 2.392 P1
It indicates the tool offset value of cutter no.1 is 2.392.
Summary of Contents for Ncstudio
Page 74: ...RMB 21 00 ...