





























上海维宏电子科技股份有限公司
Weihong Electronic Technology Co., Ltd.
22 Specialized, Concentrated, Focused
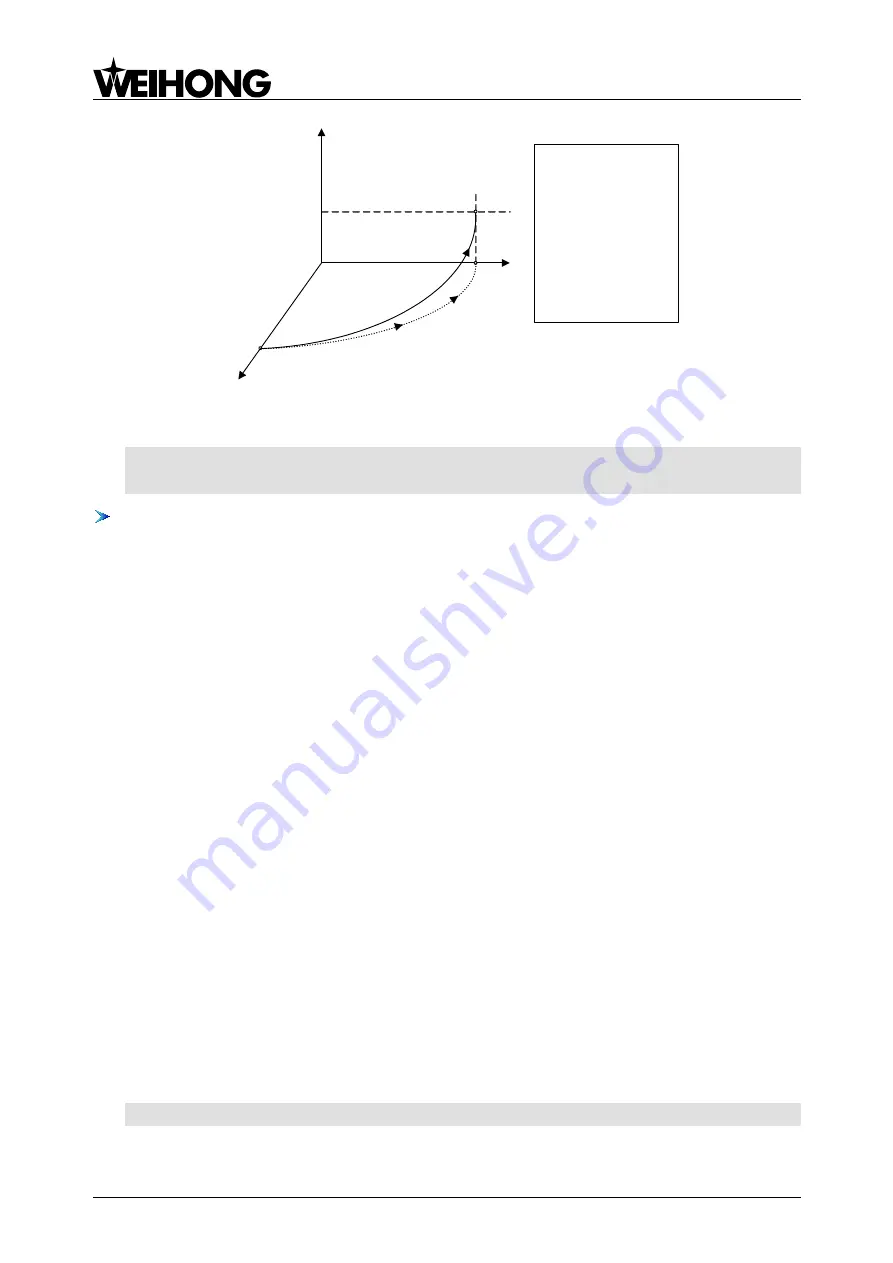
Y
30
Z
End point
Start point
X
30
10
0
Program with G91:
G00 X30 Y0
G91 G17 F300
G03 X-30 Y30 R30 Z10
Program with G90:
G00 X30 Y0
G90 G17 F300
G03 X0 Y30 R30 Z10
Fig. 4-12 Helical Programming
K can also be used to specify the pitch in Fig. 4-12.
G00 X30 Y0
G90 G17 G03 X0 Y30 R30 Z10 K10 F300
G04 Dwell
Command Format:
G04 P_
Description:
P_: the dwell time in ms
G04 can be used in the following situations:
1. When cutting a corner, the dwell command can be used to guarantee a sharp corner.
2. In machining a not through hole, when the cutter reaches the appointed depth, G04 can be
used to stop tool feed. After the spindle rotates more than one circle, execute tool retract to get a
smooth hole bottom.
3. After boring a hole, the spindle should be stopped and dwell for 1~3s until totally stopped
before tool retract in order to avoid thread scratches and ensure the smoothness of workpiece.
4. In transverse turning, G04 can be used before tool retract to make sure the spindle rotates at
least one circle.
5. When chamfering or centering on a lathe, the dwell command, spindle on and tool change, etc.
can be used to make sure the smoothness of chamfer surface and conical surface of center hole.
The dwell command comes into effect after the motion of last program block ends (the speed is
0). G04 dwells for the specified time, only effective in the program block containing it.
Inserting G04 between two program blocks can interrupt machining for the specified time, such
as in free cutting, and the time is determined by P function word, in ms.
Programming Example:
G04 P1000
’dwell for 1000ms
Summary of Contents for Ncstudio
Page 74: ...RMB 21 00 ...







































































