





























Vitorond 200, VD2A Series Installation
5354 788 - 03
18
Set-up
Cast Iron Section Assembly
(continued)
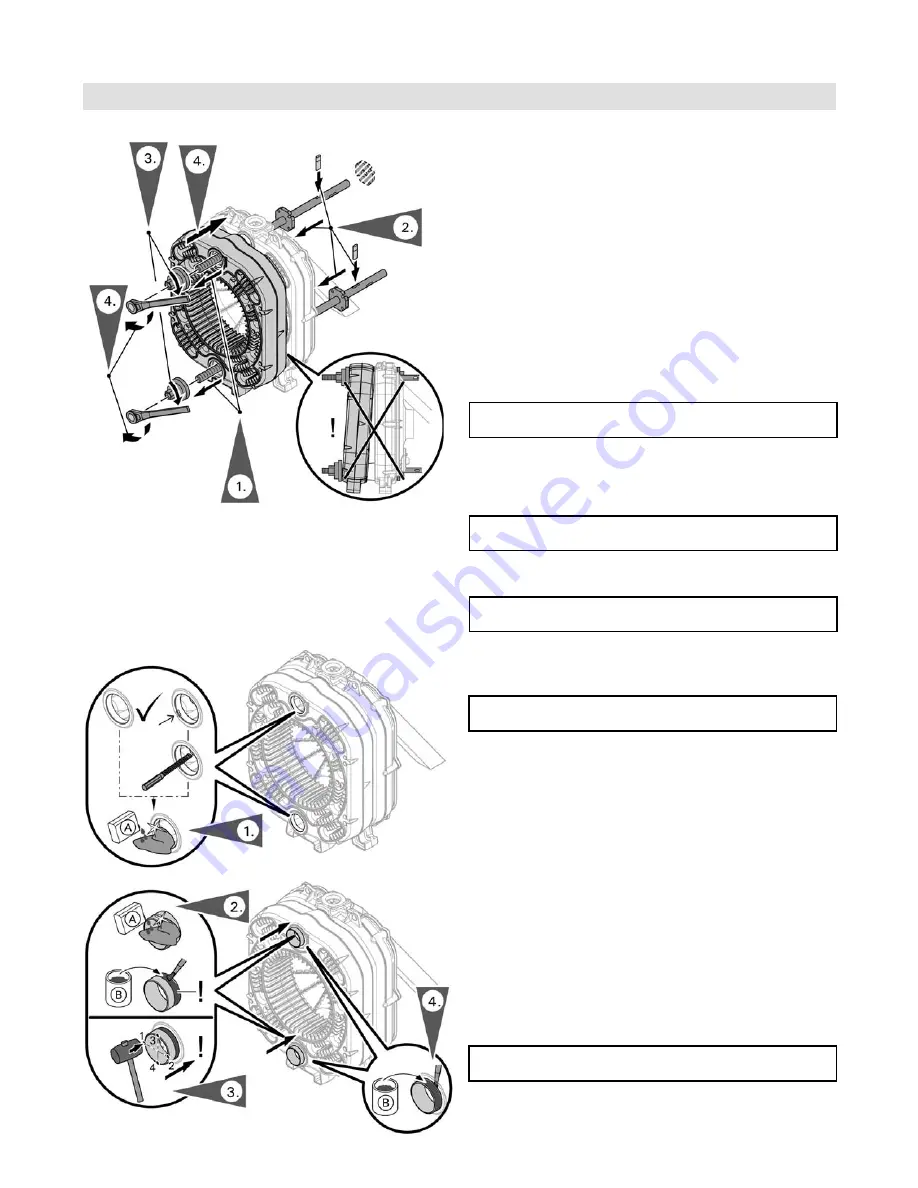
1. Insert the two main draw tool rods from the rear
section to the front section into the upper and lower
push nipple ports.
2. Slide pressure flanges onto the draw tool rods and
lock them with wedges, as shown in Fig. 16.
3. Attach pressure nuts and align both parallel to each
other (same thread depth) by utilizing the ratchet tool.
Ensure that all sections are aligned parallel to each
other before applying pressure.
4. Start to tighten evenly with ratchets. Once the push
nipple ports touch, do not apply further pressure.
Do not use excessive force if push nipple ports do not
touch.
Note:
Release and remove the compression tool
before fitting the next boiler section.
IMPORTANT
For all sections, clean nipples with solvent and apply
supplied linseed oil and graphite based sealant.
IMPORTANT
During the entire compression procedure, all threads on the
draw tool assembly must be properly lubricated with the
supplied linseed oil and graphite based sealant before use.
IMPORTANT
Each intermediate section has arrows on sides of the
casting. The arrows must be pointing up when laying flat
and during assembly they must point to the rear of the
boiler.
1. Check both nipple ports for burrs, and if necessary,
remove burrs with a half round file
A
. Never apply
file in an in-and-out motion on the nipple port, only in
a circular motion on the push nipple port sealing area.
Clean the nipple ports with solvent and dry properly.
2. Clean all push nipples with solvent, dry and paste one
half of the nipple with supplied linseed oil and graphite
based
sealant
B
(mix the graphite before using).
3. Insert push nipples into nipple ports and secure with
gentle hammer taps (wood or rubber mallet only).
Ensure push nipples are inserted evenly by tapping in
cross-wise
fashion.
4. Paste second half of the nipple with supplied linseed oil
and graphite based sealant
B
.
IMPORTANT
During the compression procedure, draw in only one
additional section at a time to prevent leaks at the joints.
IMPORTANT
To ensure no leaks, steel push nipples must be lubricated
by using linseed oil and graphite based sealant
B
.