

























45
46
Summary
Note 3: Motor start fuses or thermal circuit breakers are recommended for this application.
Check local requirements for your situation in this regard.
Due to variations that can occur in manufactured products, claimed performance, voltages,
ratings, all capacities, measurements, dimensions and weights quoted are approximate
only. Achievable capacities and ratings in use and operation will depend upon correct
installation, use, applications, maintenance and service.
2.5 Duty Cycle
The rated duty cycle of a Welding Power Source, is a statement of the time it may be
operated at its rated welding current output without exceeding the temperature limits of
the insulation of the component parts. To explain the 10 minute duty cycle period the
following example is used. Suppose a Welding Power Source is designed to operate at
a 40% duty cycle, 200 amperes at 18 volts. This means that it has been designed and
built to provide the rated amperage (200A) for 5 minutes, i.e. arc welding time, out of
every 10 minute period (40% of 10 minutes is 5 minutes). During the other 5 minutes of
the 10 minute period the Welding Power Source must idle and be allowed to cool. The
thermal cut out will operate if the duty cycle is exceeded.
D
u
ty C
y
c
le
(P
E
R
C
E
N
T
A
G
E
)
Welding Current(AMPS)
◆
2m Power cable
◆
200 Amp Electrode Holder With 3m
◆
300 Amp Earth Clamp With 3m
◆
TIG Torch WP-17 4m
◆
1.8m Gas Hose
◆
Operating Manual
2.6 Packaged Items
25
25
50
50
75
75
100
100
1
25
1
25
150
150
175
175
0
0
10
10
20
20
30
30
40
40
50
50
60
60
70
70
80
80
90
90
100
100
2
0
0
225
250
275
275
0
0
Safe Operating Region
(TIG&MMA)
300
M
MA
TIG
AC/DC WIG SERIES EQUIPMENT
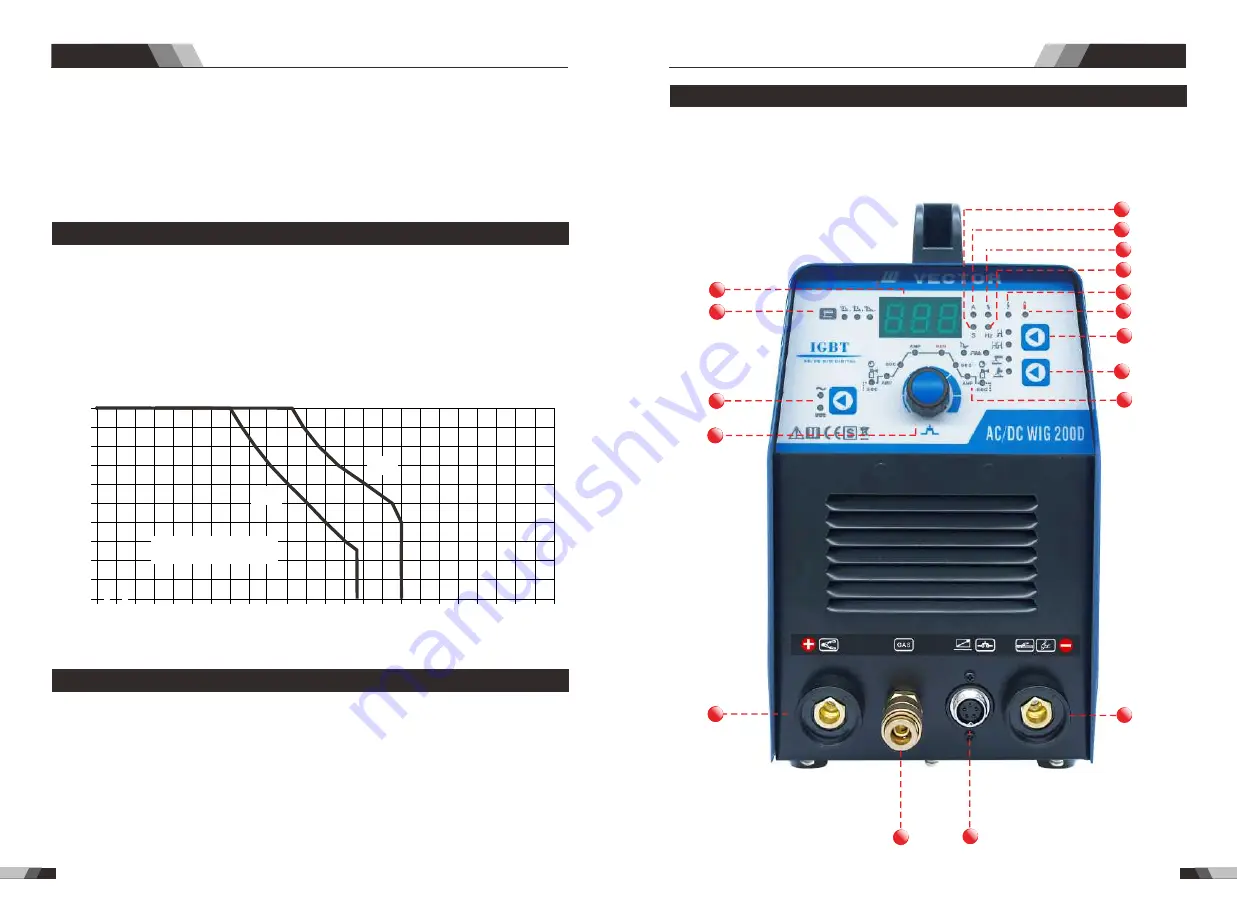
3.1 Layout For The Panel
Front
Operation
AC/DC WIG SERIES EQUIPMENT
10
9
9
2
4
11
12
13
9
4
8
7
6
5
9
1
3
15
9
14
16
17







































































