


























19
20
Inbetriebnahme
Inbetriebnahme
AC/DC SERIENAUSRÜSTUNG
AC/DC SERIENAUSRÜSTUNG
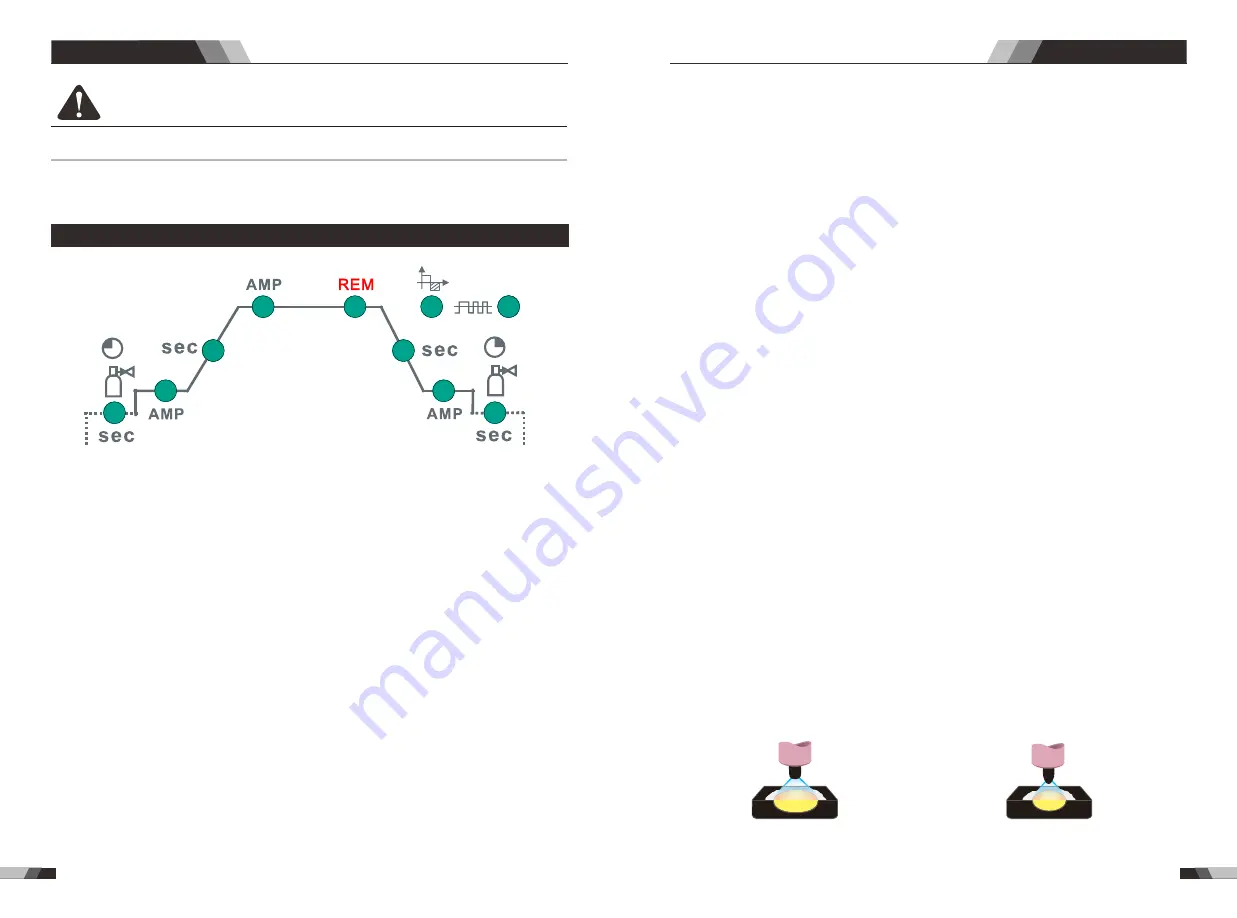
3.2 Bedienfeld
1. Pre-Flow (Gasvorlauf)
Einstellbar zwischen 0.1 - 5S
Dieser Parameter ist nur in den TIG-Schweißmodi aktiv und wird verwendet, um bei
Betätigung des Brennerschalters vor Zündung des Lichtbogens Gas in die Schweißzone
strömen zu lassen. Mit dieser Steuerung wird die Porosität am Schweißnahtanfang
erheblich reduziert.
Wackelkontakte an den Schweißanschlüssen können zu Überhitzung führen, so dass
der Stecker in der Bajonettfassung schmilzt.
VORSICHT
1
2
3
4
5
6
7
8
8
9
10
6. Stromabsenkung
Einstellbar zwischen 0.1 – 10S
Dieser Parameter ist nur in den TIG-Schweißmodi aktiv und wird zur Einstellung der Zeit
verwendet, in der der Schweißstrom nach dem Betätigen des Brennerschalters auf den
Wert des Kraterfüllstroms abgesenkt wird. Diese Steuerung dient dazu, Krater zu besei-
tigen, die sich am Ende einer Schweißnaht bilden können.
8. Gasnachlauf
Einstellbar zwischen 0.1 – 10S
Dieser Parameter ist nur in den TIG-Schweißmodi aktiv und wird verwendet, um die Dauer
des Zeitraums einzustellen, in dem nach Erlöschen des Lichtbogens Gas nachströmt. Mit
dieser Steuerung wird die Oxidation der Wolframelektrode erheblich reduziert.
5. Fernbedienung
Das System kann selbstständig eine Bedienung von außen erkennen, sobald die Anzeige
leuchtet, kann die Schweißstromstärke mit einer Fernbedienung (Fuß oder Schweißpistole)
eingestellt werden.
9. AC Frequenz
Einstellbar zwischen 50 – 200 HZ
Dieser Parameter ist nur in den AC TIG-Schweißmodi aktiv und wird dafür verwendet,
die Wechselstromfrequenz einzustellen
AC Frequenzsteuerung
Steuert die Breite von Steuert die Breite des Bogenkegels. Die Erhöhung der AC-
Frequenz bietet einen stärker fokussierten Bogen mit erhöhter Richtungssteuerung.
Hinweis:
Verringerung der AC-Frequenz Erweicht den Lichtbogen und erweitert die
Schweißpfütze für eine breitere Schweißnaht.
Breitere Schweißraupe, gute Eindringtiefe
ideal für Aufbau Arbeiten
Schmalere Schweißraupe für Kehlnähte
und automatisierte Anwendungen
4. Maximalstromstärke
Verstell Bereich
10 - 200 AMP (DC TIG und AC HF TIG Modus), 10 – 170 AMP ( Stick Modus)
M i t d i e s e m P a r a m e t e r w i r d i m T I G - M o d u s d i e S t r o m s t ä r k e e i n g e s t e l l t . M i t d i e s e m
P a r a m e t e r w i r d a u c h d i e S T I C K S t r o m s t ä r k e e i n g e s t e l l t .
2. Initial Current (Startstrom)
Der Verstell Bereich der Grundstromstärke liegt bei 10 - 200 AMP
Dieser Parameter befindet sich im WIG-Schweißmodus Aktivieren, den Zündstrom zum
WIG-Schweißen einzustellen. Der Anfangswert des Schweißstroms wird so lange beibe-
halten, bis der Brennerschalter nach dem Betätigen wie der losgelassen wird
. (Kann im
2T- oder 4T-Modus eingestellt werden.)
Hinweis:
Der maximal verfügbare Schweißstrom wird durch den Wert des Grundstroms
begrenzt.
3. Up Slope (Stromanstieg)
Einstellbar zwischen 0.1 – 10S
Dieser Parameter befindet sich im WIG-Schweißmodus Aktivieren und wird zur Einstellung
der Zeit verwendet, in der der Schweißstrom nach dem Betätigen und Loslassen des Bren-
nerschalters vom Schweißstrom-Anfangswert zum Wert High (obere Stromstärke) oder
BASE (Grundstrom) erhöht wird.
(Kann im 2T- oder 4T-Modus eingestellt werden.)
7. Schlussstrom
Einstellbar zwischen 10 – 200 AMP
Dieser Parameter befindet sich im WIG-Schweißmodus Aktivieren und wird verwendet um
beim WIG Schweißen eine Stromstärke zum Beenden der Schweißnaht einzustellen. Der
Schlussstrom bleibt so lange eingeschaltet, bis der Brennerschalter nach dem Betätigen
wieder losgelassen wird.
(Kann im 2T- oder 4T-Modus eingestellt werden.)
Hinweis:
Der Maximalwert des Schlussstroms ist auf den Einstellwert des Grundschweiß-
stroms begrenzt.







































































