



























21
22
Inbetriebnahme
Inbetriebnahme
AC/DC SERIENAUSRÜSTUNG
AC/DC SERIENAUSRÜSTUNG
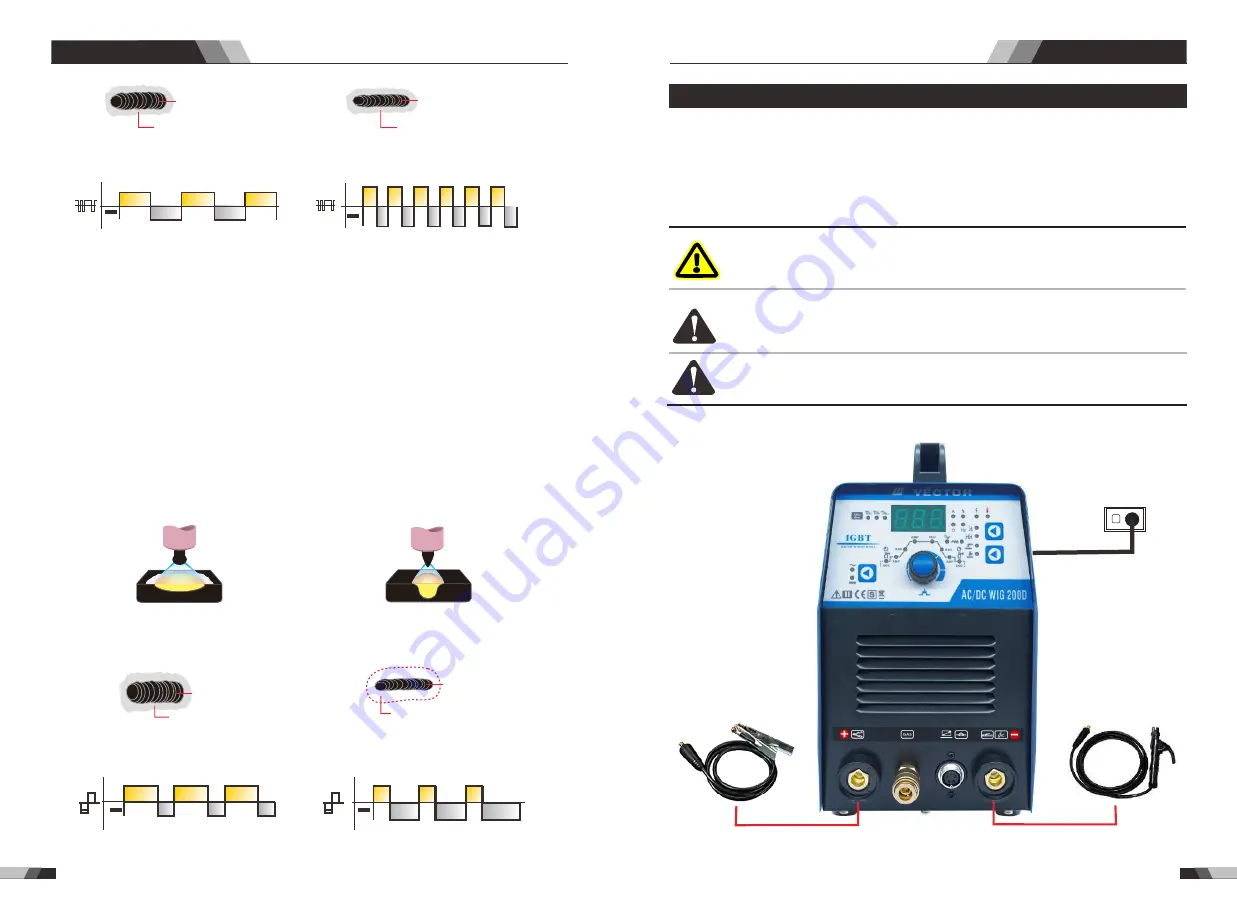
3.3 Konfiguration des STICK (MMA) Schweißen
Bei alkalischer Elektrode, schließen Sie den Elektrodenhalter am Plus-Schweißanschluss,
das Werkstück Kabel am Minus-Schweißanschluss und auch bei Säure Elektroden muss der
Minus-Schweißanschluss genutzt werden. Fragen Sie bei Unklarheiten beim Elektroden-
hersteller nach. Der Schweißstrom fließt von der Stromquelle über Hochleistungs-
anschlüsse mit Bajonettverriegelung. Es ist jedoch darauf zu achten, dass der Stecker
eingesteckt und festgezogen ist, um einen guten elektrischen Anschluss zu gewährleisten.
Wählen Sie mit der Auswahltaste für den Prozess den Modus STICK.
WARNUNG
Vergewissern Sie sich, dass die Netzversorgungsspannung
ausgeschaltet ist, bevor Sie die Werkstückklemme an das
Werkstück anschließen und die Elektrode in den Halter
stecken.
Entfernen Sie vor der Verwendung von Betriebsmitteln
sämtliches Verpackungsmaterial. Achten Sie darauf,
dass die Lüftungsöffnungen auf der Vorder- oder
Rückseite der Schweißstromquelle nicht abgedeckt sind.
Vorsicht
Vorsicht
Wa c k e l k o n t a k t e a n d e n S c h w e i ß a n s c h l u ü s s e n k ö n n e n
z u Ü b e r h i t z u n g f u ̈ h r e n , s o d a s s d e r S t e c k e r i n d e r
B a j o n e t t f a s s u n g s c h m i l z t .
Schweißraupe
Reinigung
Schweißraupe
Keine sichtbare Reinigung
Breitere Schweißraupe und Reinigung
Schmalere Schweißraupe, ohne sichtbare Reinigung
10. Wellenausgleich
Einstellbar zwischen 10%-30%
Breitere Schweißraupe und Reinigung
Schmalere Schweißraupe und Reinigunsghandlung
Dieser Parameter ist nur in den AC TIG-Schweißmodi mit Wechselstrom aktiv und wird
dafür verwendet, das Verhältnis zwischen Eindringtiefe und Reinigungswirkung des
AC Schweißstroms einzustellen. Generell wird der Wellenausgleich im Modus AC
STICK auf 30% eingestellt. Mit dieser Einstellung wird das Verhältnis zwischen
Eindringtiefe und Reinigungswirkung des Lichtbogens im Modus AC TIG verändert.
Maximale Eindringtiefe wird erzielt, wenn WAVE BALANCE auf 10% eingestellt ist.
Maximale Reinigungswirkung auf stark oxidierten Aluminium- oder Magnesiumlegierungen
wird erreicht, wenn WAVE BALANCE auf 30% eingestellt ist.
AC Balance Regelung
Steuert die Lichtbogenreinigung. Die Einstellung der % EN der AC-Welle steuert die
Breite der die Schweißnaht umgebenden Ätzzone.
Hinweis:
Stellen Sie den AC-Balance-Regler für eine ausreichende Lichtbogenreinig
ung an den Seiten und vor der Schweißpfütze ein. AC Balance sollte fein abgestimmt
werden, je nachdem, wie schwer oder dick die Oxide sind.
Breitere Schweißraupe, gute Eindringtiefe
ideal für Aufbau Arbeiten
Narrower Bead, Good Penetration
Ideal For Buildup Work
Schweißraupe
Reinigung
Schweißraupe
Keine sichtbare Reinigung
Elektrodenhalter
Stromversorgung
Massekabel





















































