408-1261
HHHT 59239-4, 59239-8, 59287-2, and525692
Rev F
6 of 9
Tyco Electronics Corporation
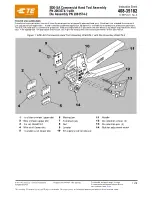
Figure 8
Correct color code, dot code, and tool combination.
Conductors may extend slightly beyond wire barrels on
terminals.
No flash or extruded insulation.
Wire insulation does not enter wire barrel of terminal
or cap.
End of conductor bottomed in cap.
Full width of crimp is over wire barrel of cap.
No nicked or missing conductor strands.
Correct wire size used.
Wrong dot code and color code combination.
Excessive flash or extruded insulation (crimped in
wrong tool or dies are damaged).
Wire insulation entered wire barrel of terminal or cap.
End of conductor not bottomed in cap.
Part of crimp off end of wire barrel of cap (cap was
not bottomed in recess of locator).
Nicked or missing conductor strands.
Incorrect wire sizes used.
ACCEPT
REJECT
PIDG Insulation Restricting Terminals
Spare Wire Cap
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
4
7
2
3
1
6
8
4
7
5
3
6
4
5
6
7
1
2
5. MAINTENANCE AND INSPECTION
It is recommended that a maintenance and inspection
program be performed periodically to ensure
dependable and uniform terminations. Though
recommendations call for at least one inspection a
month, frequency of inspection depends on:
1. The care, amount of use, and handling of the
tool.
2. The presence of abnormal amounts of dust and
dirt.
3. The degree of operator skill.
4. Your own established standards.
The tool is inspected before being shipped; however,
it is recommended that the tool be inspected
immediately upon arrival to ensure that the tool has
not been damaged during shipment.
5.1. Daily Maintenance
1. Immersed the tool (handles partially closed) in a
reliable commercial degreasing compound to
remove accumulated dirt, grease, and foreign
matter. When degreasing compound is not
available, the tool may be wiped clean with a soft,
lint–free cloth. DO NOT use hard or abrasive
objects that could damage the tool.
2. Make certain that the retaining pins are in place
and that they are secured with retaining rings.
3. All pins, pivot points, and bearing surfaces
should be protected with a THIN coat of any good
SAE 20 motor oil. DO NOT oil excessively.
4. When the tool is not in use, keep the handles
closed to prevent objects from becoming lodged in
the crimping dies. Store the tool in a clean, dry
area.