





























________________________________ ________________________________ ___________
NORMAL.DOT
Gespeichert in:G:\Support\Dokumentationen_CDs\8003Speedy\Service Manual\Servicemanual 8003.doc
Gespeichert am:2003/03/10
max
Version 14
Seite 16 von 87
I N D I V I D U A L M A R K I N G S Y S T E M S
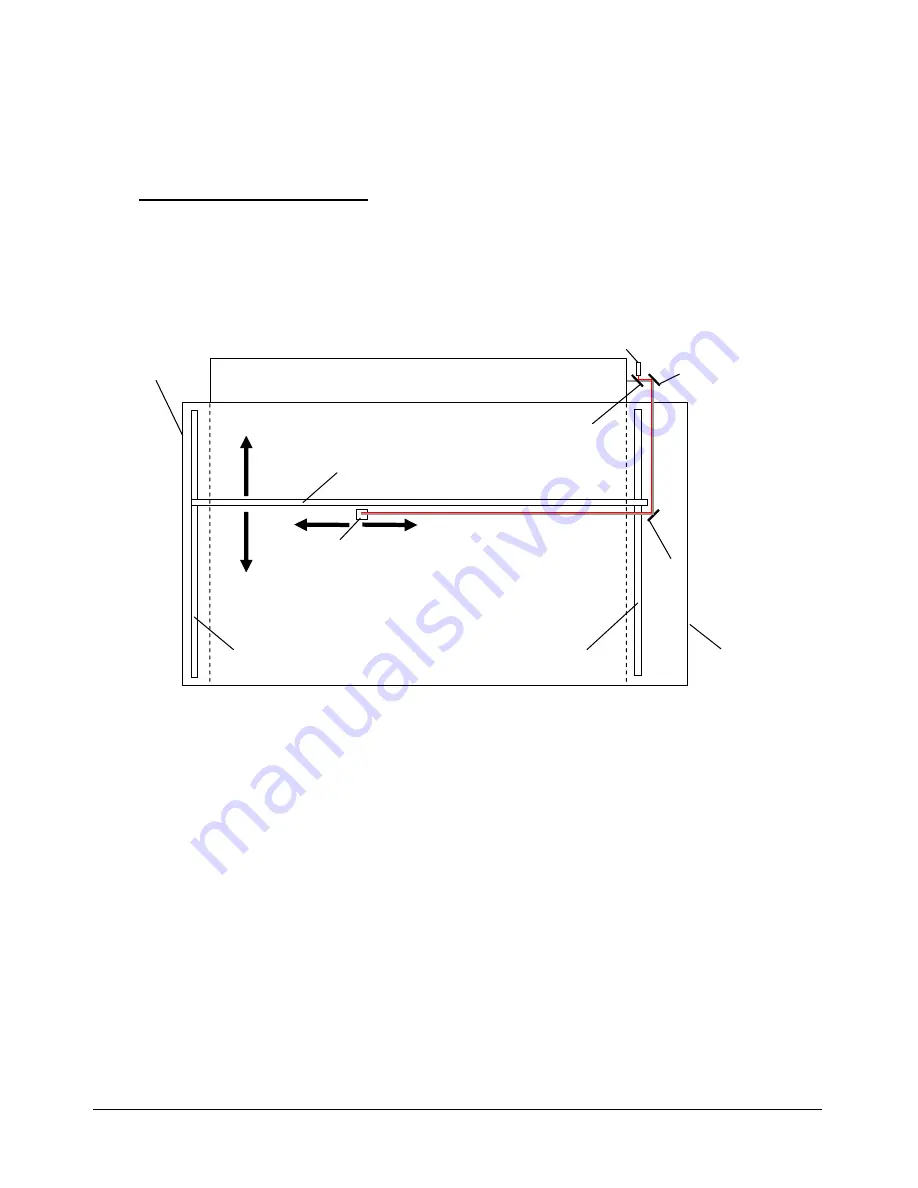
Beam path of the Speedy:
CO
2
Laser Tube
Mirror No 2
Mirror No 3
Mirror No 1
Beam coupler
Aiming Laser diode
Beam path of the Speedy model
X-Axis
Left Y-Axis
Right Y-Axis
Maintenance
panel
Service access
panel
























































