





























11: TROUBLESHOOTING
©Tormach® 2020
Specifications subject to change without notice.
Page 65
UM10538: Tormach AF50 Autofeed Bandsaw (Version 0320A)
For the most recent version, see tormach.com/support
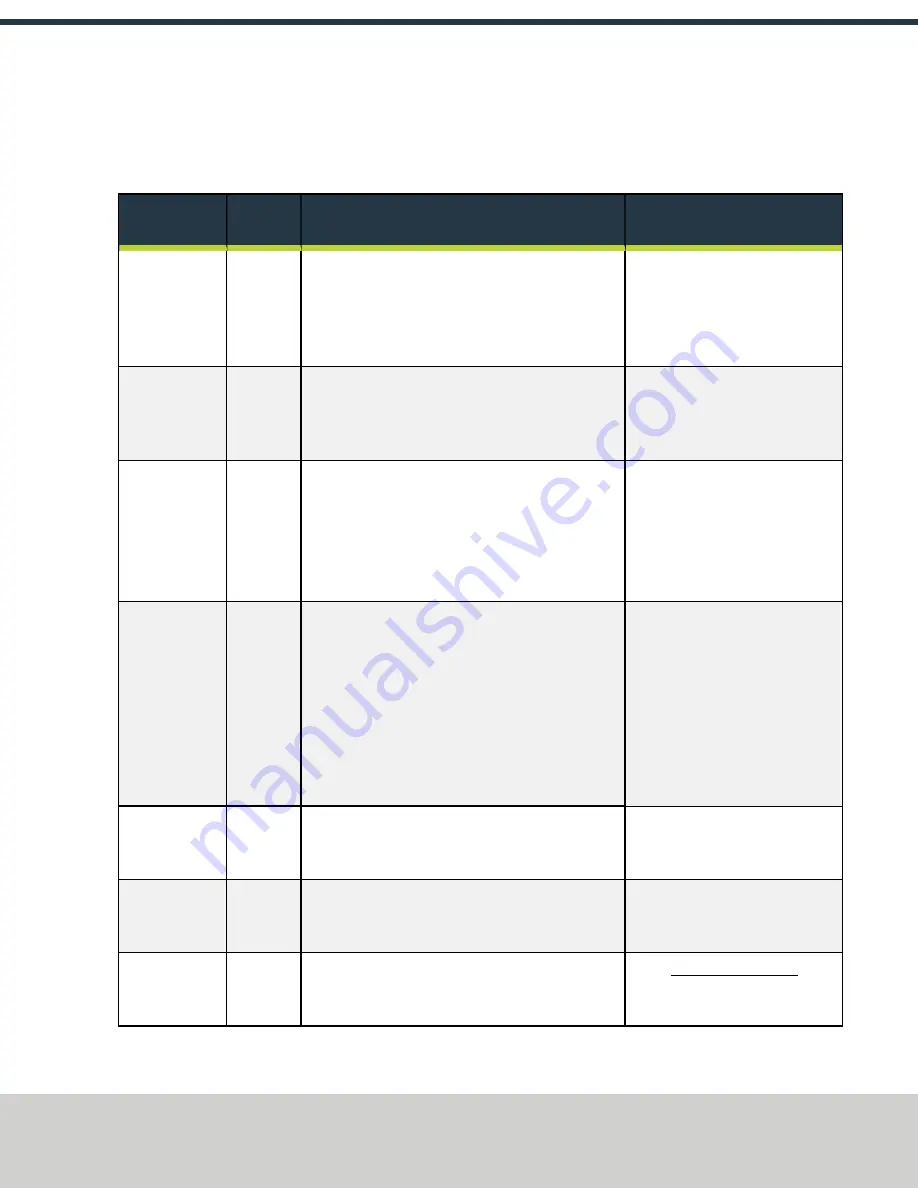
11.2.4 Machine Stalls or It's Underpowered
l
Problem
The machine stalls, or you find that it's underpowered during operations.
l
Cause
The feed rate may be too high, or you may be using the wrong blade.
You May Need
To...
Probability
How-To Steps
Need More?
Raise the
vertical quick-
adjustment nut.
High
During automatic operation, verify that the blade can't
collide with the material while it initially lowers: raise
the vertical quick-adjustment nut. The blade can break
or stall when it drops from the raised position and then
collides with the part before the feed rate is controlled.
For more information, see "Use
Use a different
blade.
High
Verify that the blade's TPI isn't too high, or that the
material isn't too course: you must use the correct
blade for the material. If you're not, you may need to
choose a new blade.
For information, see "Choose a
Adjust the feed
rate or cutting
speed.
High
l
Verify that the feed rate isn't too high: lower the
feed rate, and then do a test cut. Examine the
behavior of the machine as it cuts.
l
Verify that the cutting speed isn't too high: lower
the cutting speed, and then do a test cut.
Examine the behavior of the machine as it cuts.
For information, see "Change the
Feed Rate" (page 31) or "Change
Examine the
workpiece setup.
Medium
l
Manual Operation
Verify that the workpiece
isn't too loose: use the handwheel to tighten the
clamp on the front vise. If necessary, use a jig to
hold the workpiece.
l
Automatic Operation
Examine the vise clamps:
verify that there is 1/8 in. or less of a gap
between the clamps and the material. Then,
verify that the vise jaw clamping pressure isn’t
set too low for the material.
For information, see "Use
Automatic Mode" (page 34) or "Use
Adjust the
blade's tension.
Low
Verify that the blade isn't too tight or too loose
between the wheels. If necessary, use the tensioner on
the top of the saw head to adjust the blade's tension.
For information, see "Change a
Examine the
main power
supply voltage.
Low
Test the hot lines to confirm that they have the correct
voltage on both legs.
For information, see "Electrical
Replace the
motor bearings.
Low
Rotate the shaft: if there's rotational grinding or if the
shaft is loose, this indicates that you must replace the
motor bearings.
Email [email protected] to
contact Tormach Technical Support
for guidance on how to proceed.