





























Inspection and Reconditioning (Rev 1/97)
44
d. Bore and hone each cylinder sleeve to obtain the
correct piston clearance.
4. Measure each piston. Bore and hone each cylinder to
obtain the correct piston to cylinder clearance (refer to
Specifications).
CAUTION: The pistons will vary slightly in diameter.
Therefore, each piston must be measured and each
cylinder must be bored and honed to match each pis-
ton.
The roughness average of the final surface finish in the
cylinders should be 59 to 118 micro inches (1.5 to 3.0
microns).
5. Measure the front camshaft bearing insert. If the front
camshaft bearing insert is larger than the wear limit
(refer to Specifications) or has a damaged surface,
remove the bearing insert with a bearing driver. If the
block will be boiled out, remove the bearing insert and
all the core plugs.
NOTE: The middle and rear camshaft bearings do not
have bearing inserts.
Measuring Front Camshaft Bearing Insert
aea297
6. Measure the middle and rear camshaft bearings. If the
middle or rear camshaft bearings are larger than the
wear limits (refer to Specifications), or if the surfaces
have been damaged significantly, replace the block.
Minor damage to the camshaft bearings can be cleaned
up with a brake cylinder hone. The camshaft bearings
should also be lightly honed after the block has been
boiled out.
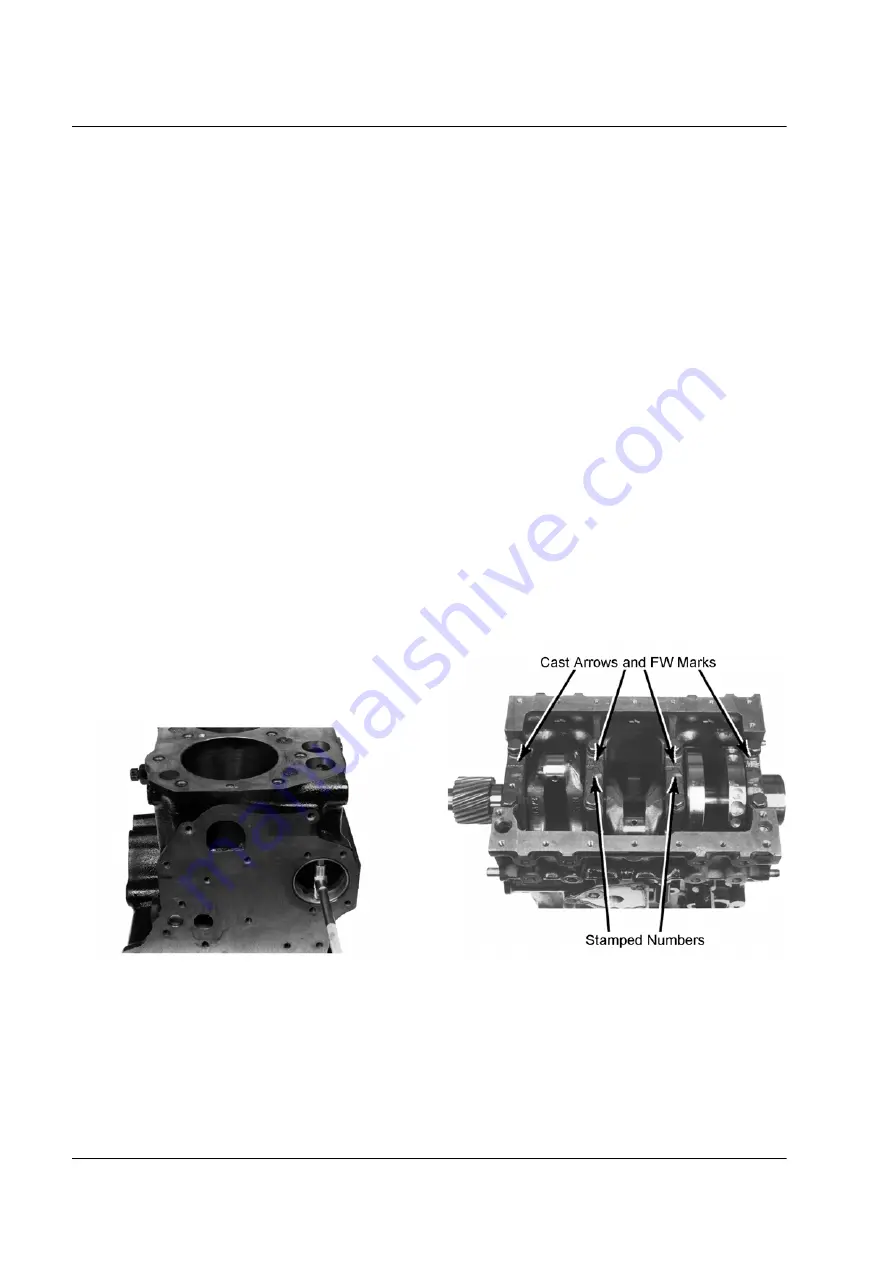
7. Install the main bearing caps in their proper positions.
The cast arrows are labeled FW and should point to the
rear (flywheel end) of the engine. The main bearing cap
that is machined for the thrust bearing goes to the rear
end of the engine. The main bearing caps with numbers
stamped on them go to the middle of the engine with
the main bearing cap marked number one closest to the
rear of the engine. The main bearing cap with no num-
ber goes to the front end of the engine. Torque the main
bearing cap bolts (refer to Specifications).
Main Bearing Cap Marks
aea236