





























89
INFORMATION ABOUT THE USE
ENG
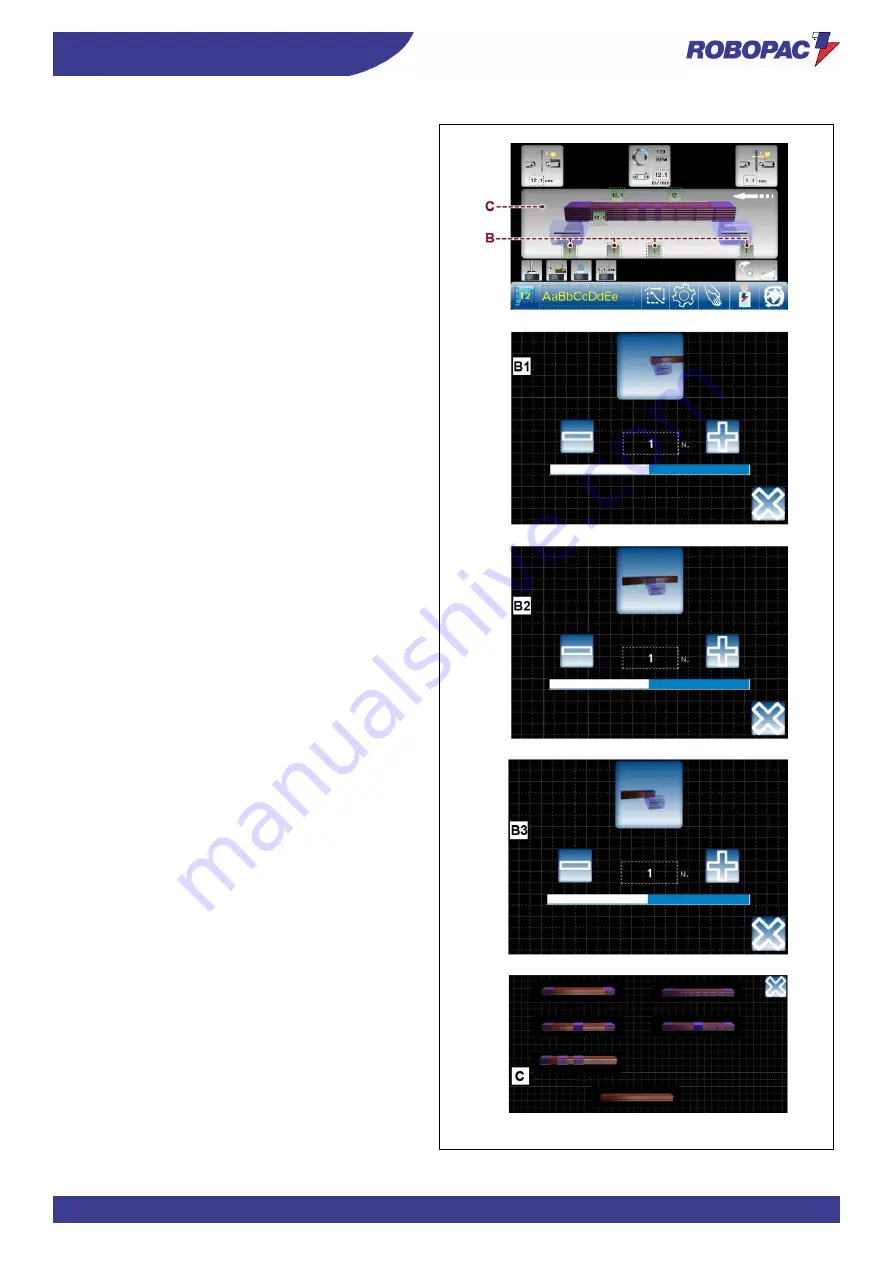
The parameters of the wrapping cycle are the following:
B1) Number of wrappings (varying from 1 to 9).
It allows you to set the number of additional wraps
to be carried out at the beginning of the wrapping
cycle (product head).
B2) Number of wrappings (varying from 1 to 9).
It allows you to set the number of additional wraps
that must be carried out at the centre of the product.
B3) Number of wrappings (varying from 1 to 9).
It allows you to set the number of additional wraps
that must be carried out at the end of the wrapping
(product tail).
C) Product wrapping cycles.
-
“TOTAL” wrapping.
The product is completely spiral wrapped with
additional wraps on head and tail.
-
“Head
-
tail” wrapping.
The product is only wrapped at the head and tail.
-
“Total”
and
“central bands” wrapping.
The product is completely wrapped in a spiral, with
additional wraps on head and tail, and with a series
of reinforcing wrappings spaced using a settable
time.
-
“Head
-
tail”
and
“central bands” wrapping.
The product head and tail are wrapped with a series
of reinforcing wrappings spaced using a settable
time.
-
“Head
and
additional bands” wrapping (Optional).
The product is wrapped at the head and with a
series of additional reinforcing wrappings in
quantities and distances that can be set through the
corresponding parameters.
“Bypass” cycle.
The product passes through the machine without
being wrapped.





















































