Appendix: Design Scheme of Input Gear
49
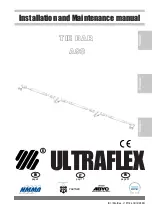
<Design example 3: For tapered shafts>
Note
1. For the bolt through hole diameter (d3), radial runout, and the shaft hole position (LC), refer to “Dimensions after
modification” in the “Dimensions” table on pages 48 and 49.
2. Design the motor shaft hole diameter (d1) according to the motor shaft diameter to be used.
3. For the key slot width (k) and key slot height (a), refer to the specifications of the key to be used.
4. There are two ways to fix the tapered shaft to the motor shaft: draw nut and draw bolt. Fix the shaft using either of them,
referring to the drawings below.
5. You can manufacture the draw nut and draw bolt on your own, or contact us.
• When fixing with a draw nut
• When fixing with a draw bolt
Design the oil seal area
<Design example 4>
The D2 section can be used as a lip surface for the oil seal by plunge grinding.
Note
1. The design specifications vary depending on the oil seal manufacturer. When designing, be sure to confirm with the
manufacturer of the oil seal to be used.
2. If the plunge grinding diameter (D2) is processed using a value other than those listed in the “Dimensions” table on
pages 48 and 49, appropriate surface hardness may not be obtained.
3. Rubber containing fluorine is recommended for the material of the oil seal.
4. When assembling the oil seal, be careful to avoid any contact between the lip section and the gear, as it causes
scratches.
5. Design the oil seal with reference to the oil seal assembly position (LF), so that the lip section of the oil seal does not
fall off from the plunge grinding range (LB). (Note that the dimensions of the plunge grinding range (LB) for standard
input gear B include a recession width of 2.5 mm).
d5 drill
Tapered to
1/10
C
le
ar
an
ce
C
le
ar
an
ce
C
le
ar
a
nce
C
le
ar
a
nce
Clearance
Clearance
(Dihedral chamfer)
(Dihedral chamfer)
Cross section Z-Z
Cross section Z-Z
No edge
LB (Plunge grinding range)
(Plunge grinding)
Seal with seal washer, etc.