





























April 27, 2004 Manual Version 1.01
4.2
Stroke
Mode Single Stroke
Drive
Speed
Stroke
Speed
SPM
SPM
0
0
Current Status
TONNAGE
MONITOR
EXIT
0
0
Program/Run Switch
TOP
CHANGE
VIEW
REVERSE
TONNAGE
GRAPH
View
Peak
Forward Tonnage
Total
82.8
Tons
HIGH 150%
LOW 0%
CH1 - LEFT FRONT
HIGH LIMIT:
18.7
Tons
LOW LIMIT: 16.0
STATUS: OK
HIGH 150%
LOW 0%
CH2 - RIGHT FRONT
HIGH LIMIT: 25.0
20.4
Tons
LOW LIMIT: 16.0
STATUS: OK
HIGH 150%
LOW 0%
CH3 - LEFT REAR
HIGH LIMIT: 20.0
19.5
Tons
LOW LIMIT: 12.0
STATUS: OK
HIGH 150%
LOW 0%
CH4 - RIGHT REAR
HIGH LIMIT: 30.0
27.9
Tons
LOW LIMIT: 20.0
STATUS: OK
Module Status: OK
CHANGE
HIGH LIMIT
25.0
LOW LIMITS
ON/OFF
BYPASS
ON/OFF
CONFIGURE
AUTO-SETUP
CHANGE
LOW LIMIT
RESET
FAULT
a
b
c
d
e
f
g
h
i j
Last Stop
Program/Run Switch
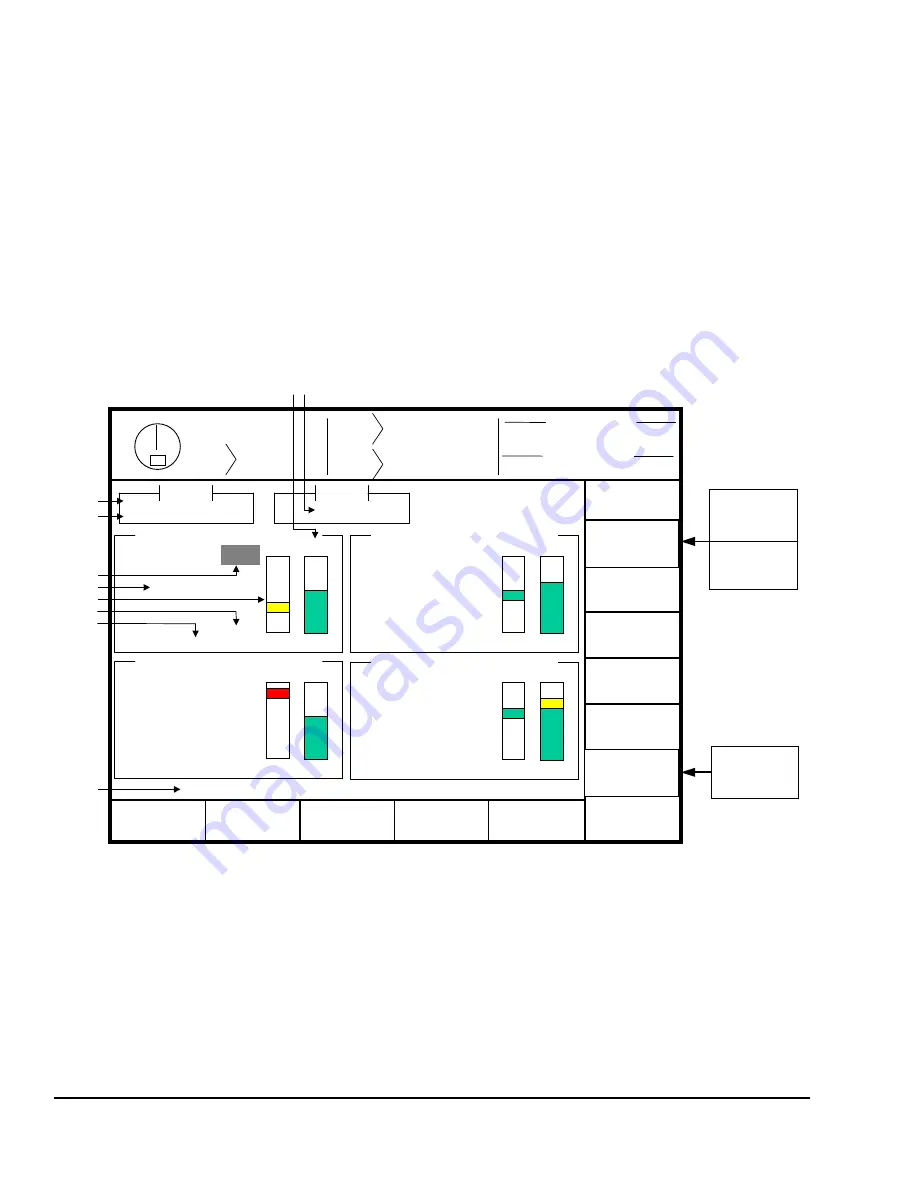
Section 4.2
Main Tonnage Monitor Screen
The TONNAGE MONITOR softkey in the Main Menu provides access to the tonnage monitor module
installed to operate with either two or four channels. This screen shows the maximum forward tonnages
recorded during the last stroke, the description and status of each channel, the overall status of the
tonnage monitor module, and limits that apply to the current view. Peak forward tonnage, peak reverse
tonnage, and data window forward tonnages can be selected for viewing. Figure 4.2 is an example of a
peak forward tonnage view, Figure 4.3 shows a data window forward tonnage view, and Figure 4.4
shows a peak reverse tonnage view. Two channel screens look much the same but have no channel three
or channel four information. There are several softkeys on the main tonnage monitor screen that come
into play at various times. The softkeys and other functions of this screen are discussed in the following
sections. In the following screens, softkeys that are shaded may not always be present and may say
different things depending on the circumstances.
Referring to Figure 4.2, the various parts of this screen are:
a) Module Status
-
The overall status of the tonnage monitor.
b) Channel Status
-
Each channel also has a status that indicates any alarms conditions
or other problems related to just that channel.
Figure 4.2
- Example Peak Forward Tonnage View
Summary of Contents for OmniLink II
Page 5: ...April 27 2004 Manual Version 1 01 iv ...
Page 7: ...April 27 2004 Manual Version 1 01 1 2 ...
Page 21: ...April 27 2004 Manual Version 1 01 3 8 ...
Page 44: ...April 27 2004 Manual Version 1 01 4 23 Section 4 5 4 N A ...
Page 45: ...April 27 2004 Manual Version 1 01 4 24 ...
Page 69: ...April 27 2004 Manual Version 1 01 7 14 ...
Page 77: ...April 27 2004 Manual Version 1 01 8 8 ...







































































