





























English
English
13
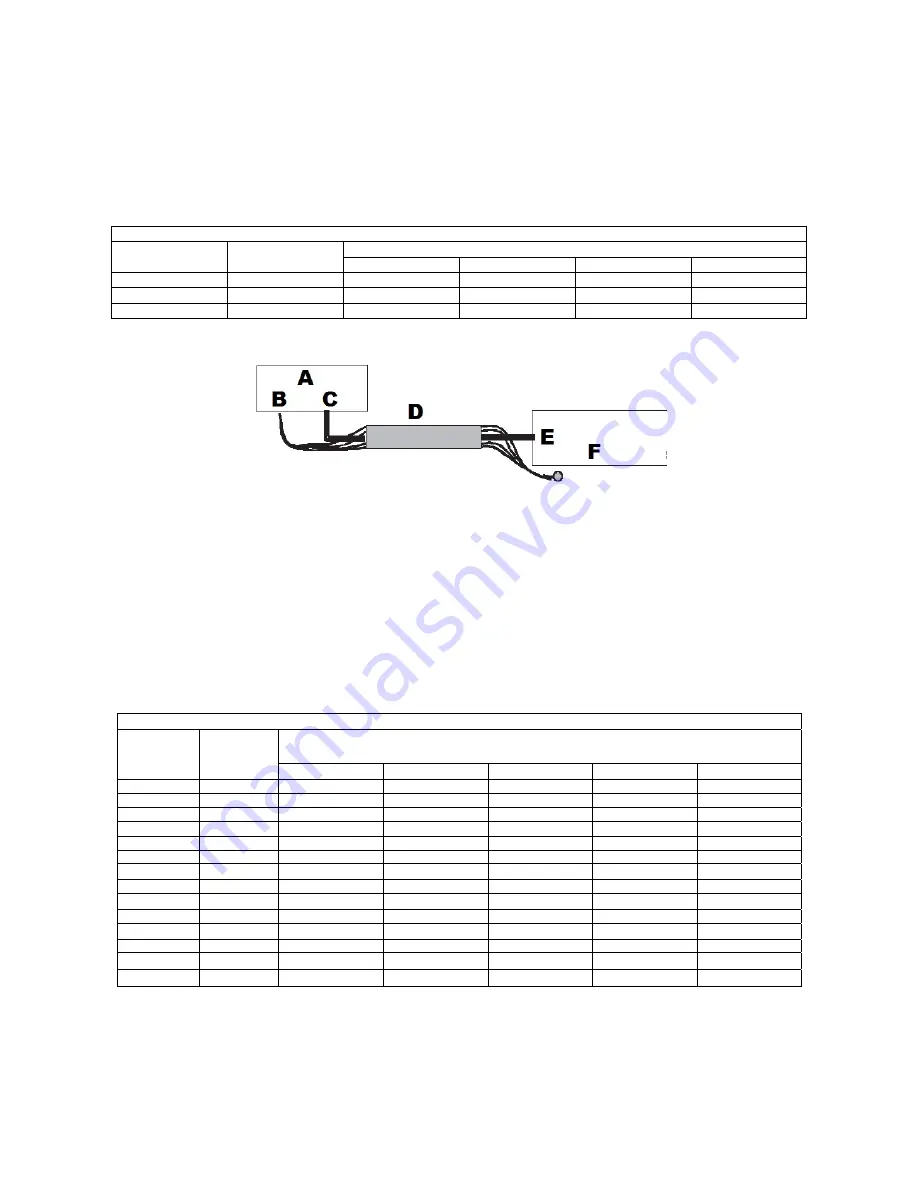
To install: (See figure #31)
1. Turn the input power off at the welding power source.
2. Connect one end of the center lead to the power source electrode connection, and the other end to the wire feeder
electrode connection.
3. Connect the outer lead bundle to the power source work connection, and the other end to the work piece. Minimize
the length of any work lead extension for best results.
4. Insulate
all
connections
Table 1
RECOMMENDED CABLE SIZES (RUBBER COVERED COPPER - RATED 75°C)**
AMPERES DUTY
CYCLE
COAXIAL CABLE LENGTH
0m to7.6m
7.6m to 15.2m
15.2m to 22.9m
22.9m to 30.5m
250
100%
1 1 1 1
300 60% 1
1
1 1/0
350 60% 1/0 1/0 --
--
** Tabled values are for operation at ambient temperatures of 104°F(40°C) and below. Applications above 104°F(40°C)
may require cables larger than recommended, or cables rated higher than 167°F(75°C).
A. Power
source
B. Work
C. Electrode
D. Coaxial
weld
cable
E. Electrode
F. Wire
feeder
G. work
Figure #31
Weld Cables, Standard
Table 2 has copper cable sizes recommended for different currents and duty cycles. Lengths stipulated are the distance
from the welder to work and back to the welder again. Cable sizes are increased for greater lengths primarily for the
purpose of minimizing cable drop
Table 2
RECOMMENDED CABLE SIZES (RUBBER COVERED COPPER - RATED 75°C)**
AMPERES
PERCENT
DUTY
CYCLE
CABLE SIZES FOR COMBINED LENGTHS OF ELECTRODE AND WORK
CABLES
0 to 15m
15 to 30m
30 to 46m
46 to 61m
61 to 76m
200 60
35mm2 35mm2 35mm2 50mm2 70mm2
200 100
35mm2 35mm2 35mm2 50mm2 70mm2
225 20
25mm2 35mm2 25mm2 50mm2 70mm2
225
40 & 30
35mm2 35mm2 35mm2 50mm2 70mm2
250 30
35mm2 35mm2 35mm2 50mm2 70mm2
250 40
35mm2 35mm2 50mm2 50mm2 70mm2
250 60
50mm2 50mm2 50mm2 50mm2 70mm2
250 100
50mm2 50mm2 50mm2 50mm2 70mm2
300 60
50mm2 50mm2 50mm2 70mm2 70mm2
350 100
70mm2 70mm2 70mm2 70mm2 95mm2
350 60
70mm2 70mm2 70mm2 70mm2 95mm2
400 60
70mm2
70mm2
70mm2
95mm2 120mm2
400 100
70mm2
95mm2
95mm2
95mm2 120mm2
500 60
70mm2
70mm2
95mm2
95mm2 120mm2
** Tabled values are for operation at ambient temperatures of 104°F(40°C) and below. Applications above 104°F(40°C) may require
cables larger than recommended, or cables rated higher than 167°F(75°C).
Negative Electrode Polarity
The Power Feed 84 ships from the factory configured for
electrode positive polarity. See P.81 in the Operations
Section (Set-Up menu) to select negative polarity
welding.







































































