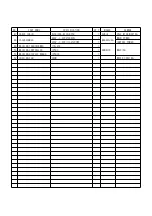





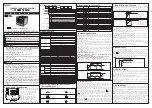

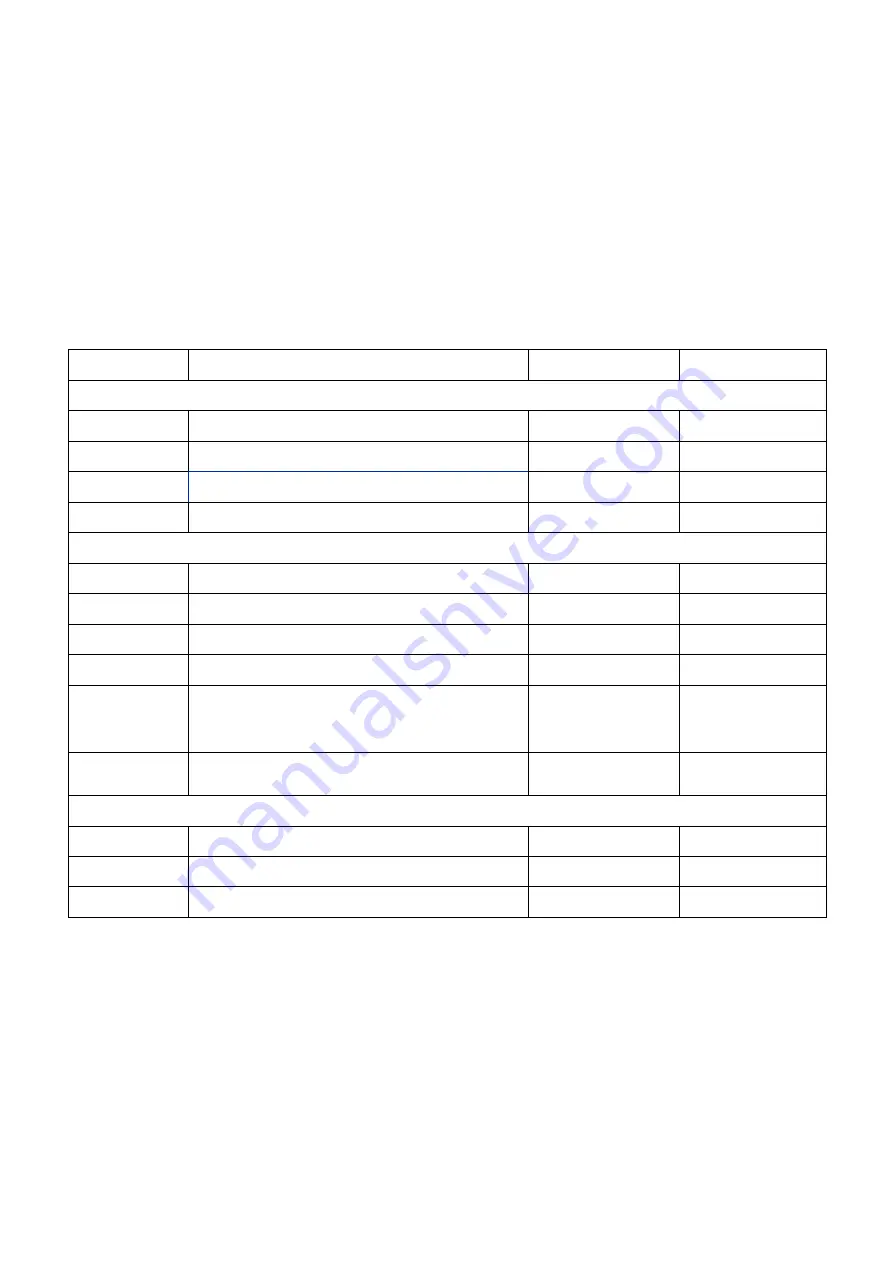
CODE
DESCRIPTION
SETTING RANGE
FACTORY DEFAULT
DRIVE GROUP
ACC
Acceleration time
5
10
DEC
Deceleration time
0.5
20
drv
Drive mode
4
1
Frq
Frequency Mode(Freq.Setting Method)
7
0
FUNCTION GROUP 2
H 30
Motor type select
3.7
7.5
H 33
Motor rated current
13.8
26.3
H 36
Motor efficiency
86
87
H 41
Auto tuning
1
0
H 93
Parameter initialize -This parameter is
used to initialize parameter back to the
factory default value.
1
0
H 95
Parameter lock - UL(Unlock)
- L(Lock)
12
0
INPUT/OUTPUT GROUP
I 60
Drive number
1
1
I 61
Baud Rate
4
3
Parameter Setting
DRUM AC FREQUENCY DRIVE(SV055iG5A-2)
Summary of Contents for KN-1248-G3
Page 3: ......
Page 4: ......
Page 5: ......
Page 6: ......
Page 54: ......
Page 55: ......
Page 57: ......
Page 61: ......
Page 62: ......
Page 63: ......
Page 64: ......
Page 65: ......
Page 66: ......
Page 67: ......
Page 68: ......
Page 69: ......
Page 71: ......
Page 73: ......
Page 75: ......
Page 77: ......
Page 78: ......
Page 79: ......
Page 80: ......
Page 81: ......
Page 82: ......
Page 90: ...MANUAL OF WIRE CUTTING MACHINE MODEL KN 2CT ...
Page 107: ......
Page 108: ......
Page 109: ......
Page 110: ......
Page 111: ......
Page 112: ......
Page 113: ......