




























ProPuls 320C
Operating manual
Page 55
Connect the torch hose assembly to the central connector. In the case of water-cooled welding torches, both
cooling water hoses should be connected to the appropriate connection couplings according to their colour
coding (blue = flow, red = return flow).
Connect TIG torch with gas valve
For TIG welding, the torch is generally connected to the –POLE (in order to reduce the load on the non-
consuamlbe Tungsten electrode). In this case, the gas hose is directly connected to the gas cylinder with the
pressure regulator.
Connect the electrode holder
The E-holder is generally connected to the +POLE. However, this can also be connected to the –POLE
depending on the welding electrode. Here, all of the manufacturers specifications on the packaging of the filler
metal should be adhered to.
In the case of all connection within the welding circuit such as the workpiece connection torch
connection and the contact tip, good contact must be ensured. Bad contacts cause a high level of
resistance that may lead to the collection of heat and therefore poor welding characteristics.
Connect workpiece cable
Principle: Workpiece terminals should be securley connected, to allow good conductivity. Meaning
that they should not be connected to paint, rust, etc. Fasten the welding return plug securly on the
unit by turning it clockwise.
Use a ground cable with at least 50mm² – cable. If an extension is required, use a larger cross-
section.
Connection the ground cable to the unit according to the welding process:
Welding process
PLUS-pole
MINUS-pole
MIG/MAG-PULSE
MIG/MAG-Double-PULSE
MIG/MAG-SYNERGIC
Cold / Pipe / Power / Fast
Electrode MMA welding
TIG-LIFT-ARC / pulsed
During electric manual welding All of the specifications on the packaging of the filler metal should be adhered
to!!!
Summary of Contents for ProPuls 320 Compact
Page 2: ......
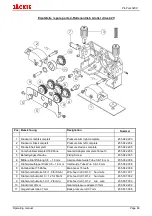
Page 66: ...ProPuls 320C Operating manual Page 62 25 Ersatzteile spare parts Frontansicht front view...
Page 68: ...ProPuls 320C Operating manual Page 64 Seitenansichten side view...
Page 73: ...ProPuls 320C Operating manual Page 69 27 Schwei programme Program table...
Page 74: ...ProPuls 320C Operating manual Page 70...
Page 75: ......







































































