





























ProPuls 320C
Bedienungsanleitung
Seite 21
Beim Lift-Arc-Prinzip wird die Wolframelektrode auf dem Werkstück aufgesetzt. Dabei entsteht ein Kurzschluss.
Ein begrenzter Zündstrom fließt, ionisiert die Luftstrecke und Zündet den Lichtbogen beim Abheben.
Vorbereitung: WIG-Brenner mit Gasventil am Minus-POL anschließen und Argon-Gas über separaten
Gasschlauch zuführen.
Die JÄCKLE ProPuls reduziert Wolframeinschlüsse während des Kontaktzündens durch einen sanften Anstieg
des Schweißstromes. Hierdurch wird weniger Wärme eingebracht. Die präzise und schnelle digitale Regel-
technik verhindert so die Einschlüsse und reduziert zusätzlich die oftmals entstehenden Einbrandkerben.
Mit einer Zusatzeinrichtung beim Beenden des Schweißvorganges (abziehen des Brenners) wird der
Schweißstrom automatisch abgesenkt. Dies reduziert Endkrater und sorgt für ein sanft auslaufendes
Schweißende.
Die Maschine in den Schweißprozess WIG Lift Arc oder WIG Puls Lift-Arc stellen.
Es kann nun der gewünschte Schweißstrom eingestellt werden.
Des Weiteren können folgende Parameter individuell verändert werden.
Slope up:
Anstiegszeit beim Start bis zum Schweißstrom
Slope down:
Abfallzeit am Ende bis zum Stopp
Stop Spg:
Hier kann eine individuelle Spannung zum Abschalten eingestellt werden
Puls Delta:
Höhe des Pulstromes in % zum Hauptstrom
Puls Balance:
Die Balance des Pulsstromes (Verhältnis positive zu negative Halbwelle)
Puls Frequenz:
Die Frequenz des Pulsstromes
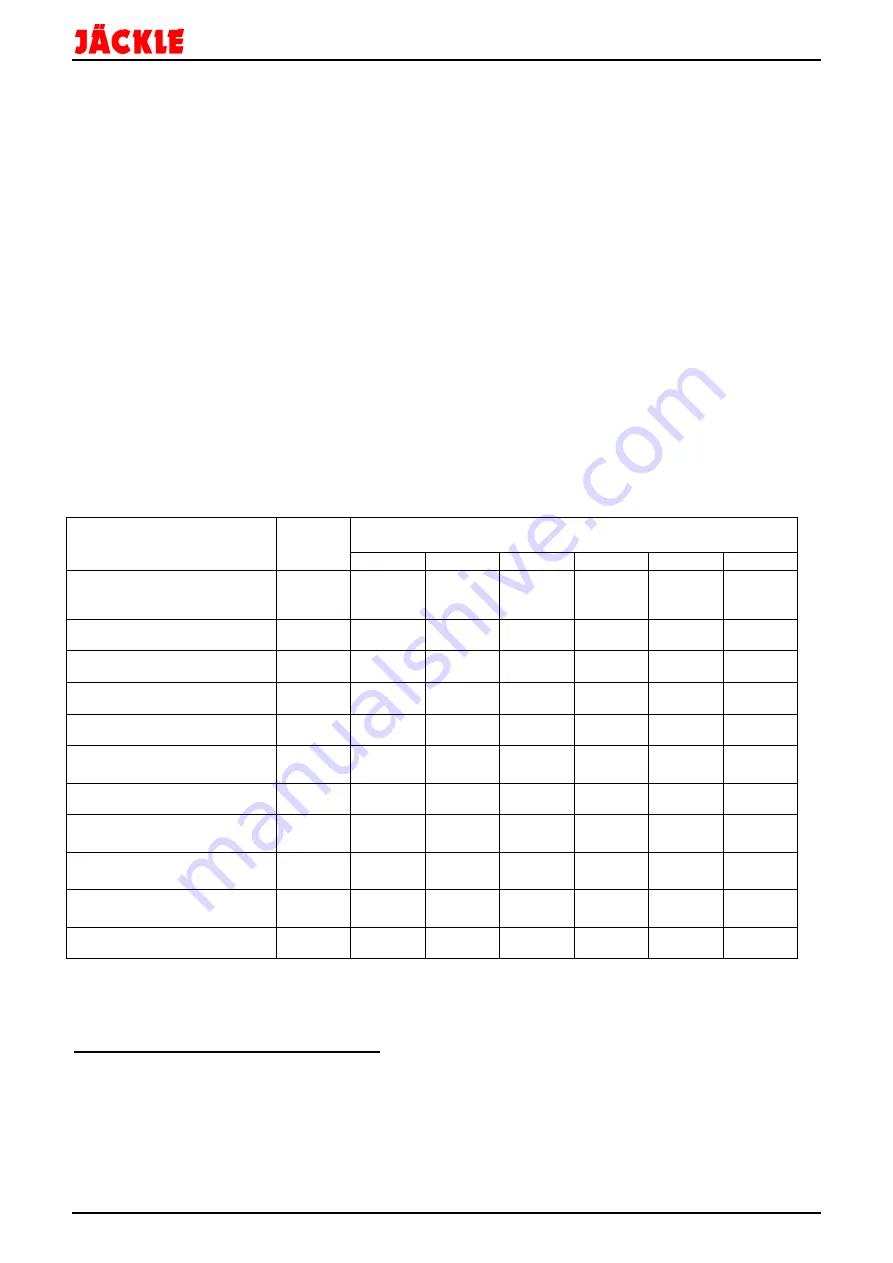
Anhaltswerte für Wolframelektroden und Strombelastbarkeiten / jedoch immer mit den Herstellerangaben der
Wolframelektroden vergleichen.
Wolfram-
Elektroden
Kurzzeichen
Haupt-
anwendung
Farb-
kennung
Strombelastbarkeit der Wolframelektrode am – Pol und
Wechselstrom
1,0
1,6
2,4
3,2
4,0
4,8
WP (WP-
00)*
Reinwolfram
AC/DC
Aluminium
grün
<65
<25
45-90
30-90
80-160
80-140
150-190
130-190
180-260
180-270
240-450
250-350
WT – 10
Thoriert 1,0%
DC
hochlegierte
u. rostfreie Stähle
gelb
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WT – 20
Thoriert 2,0%
DC
hochlegierte
u. rostfreie Stähle
rot
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WT – 30
Thoriert 3,0%
DC
hochlegierte
u. rostfreie Stähle
lila
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WZ – 40
Thoriert 4,0%
DC
hochlegierte
u. rostfreie Stähle
orange
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WZ - 08
Zirkonium 0,8%
Durch Zirkonium
Geringe Verun-
reinigungsgefahr
weiß
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WC – 20 *
Ceriert 2,0%
DC und AC/DC
Universell
grau
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WL - 10
Lanthaniert 1,0%
DC und AC/DC
Universell für den
Niedrigstromber.
schwarz
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WL - 15
Lanthaniert 1,5%
DC und AC/DC
Universell für den
Niedrigstromber.
gold
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WL - 20
Lanthaniert 2,0%
DC und AC/DC
Universell für den
Niedrigstromber.
blau
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
Lymox *
Mischoxid
DC und AC/DC
Universell
pink
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
* die häufigsten Elektroden im Handschweißbetrieb
6.6 Schweißsequenzen / Jobsprung
Eine Schweißsequenz ist ein Ablauf von nacheinander abgespeicherten Schweiß - JOBS. Die Schweiß-Jobs
müssen lückenlos in richtiger Reihenfolge (genau wie Einzelpunkte) gespeichert und mit einem Leerplatz vor
und nach der Sequenz von anderen Schweißpunkten getrennt sein.
Ist die Sequenz in dieser Art fixiert, können komplexe Werkstücke ohne Unterbrechung geschweißt werden. Der
Ablauf ist jederzeit neu abruf- und reproduzierbar.
Ist die Maschine mit einem UP/DOWN-Brenner ausgerüstet, kann während des Schweißens zwischen neben-
einander liegenden Schweißpunkten innerhalb der Sequenz hin- und her gesprungen werden.
Summary of Contents for ProPuls 320 Compact
Page 2: ......
Page 66: ...ProPuls 320C Operating manual Page 62 25 Ersatzteile spare parts Frontansicht front view...
Page 68: ...ProPuls 320C Operating manual Page 64 Seitenansichten side view...
Page 73: ...ProPuls 320C Operating manual Page 69 27 Schwei programme Program table...
Page 74: ...ProPuls 320C Operating manual Page 70...
Page 75: ......







































































