






13
3
.
X,Y
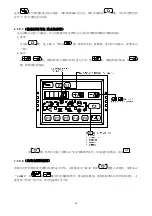
原点微调功能
(
1
)、新原点设定:首先按
键,进入
CP
‐
2
,屏幕显示“
1
”
,再按
键,踩踏板进行原
点检索,压脚下降,缝制灯亮起。在缝制灯亮起的情况下,按
、
键可以使被选择的
X\Y
马达
在
+\
‐
方向以
0.1MM
为单位寸动,新原点完成设定后按
退出,完成新原点的设置。
(
2
)、原点回复功能:首先按
键,进入
CP
‐
2
,屏幕显示“
0
”或“
1
”,再按
键进行原
点检索,压脚下降,缝制灯亮起。踩脚踏板到第二档,此动作进行两次(第一次为找新设定的原点,第二
次为回复到系统原点)。完成原点回复,按
M
键退出。
3.
CP
‐
3
(连续运转)
当屏幕显示“
CP
‐
3
”时,按
键,进入连续运转模式。在设定了连续运转条件后,启动连续运
转模式;如果要解除连续运转模式请关闭电源。
1
.间隔时间的设定
按
、
键,设定两次运转的间隔时间。
从
1800ms
至
9900ms
可以
100ms
为单位进行设定。
(默认值
2000ms
)设定后,按
键,保存设定值。
2
.缝制结束有无原点检索的设定。
按
、
键,设定缝制结束时有无原点检索。
A0
:无效
(
默认值
)
A1
:有效(每次缝制结束后进行原点检索)
设定完成后,按
键,进入普通缝制模式。
3
.连续操作
在普通缝制模式下,用户可以设定花样号码、
X
、
Y
缩放率、最高转速等条件然后开始缝制。缝制结束
之后,如果在第
2
步操作中设定有原点检索的话,则开始进行
X/Y
压脚、切线
/
抓线的各个马达的原点检索;
如果在第
1
步操作中设定的休止时间后,就会自动再次开始进行缝制;如果要中止连续缝制,请在缝纫停
止时,按
键停止。
4.
CP
‐
4
(检验主马达转速)
设定机器的转速,在设定的转速下仅驱动机器的主马达,显示实测的转速。
1
.准备
首先按
键,进入
CP
‐
4
,屏幕显示“
S
400
”;然后按
键,进行抓线和压脚、切线马达的原
点检索,缝制灯亮。
Summary of Contents for HK2900
Page 1: ......
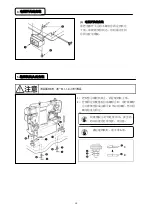
Page 7: ...6 缝纫机机头 布压脚 线架装置 操作盘 电源开关 控制箱 踏板开关 2 各部的名称 1 主机的名称 ...
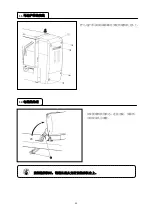
Page 23: ...22 外部线缆插头上有对应的编号 请仔细查看后对应接插 示意图 5 6 图 5 图 6 10 电缆线的链接 ...
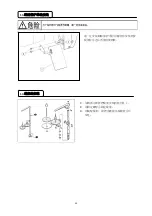
Page 24: ...23 11 马达护罩的安装 把马达护罩 用附属的螺丝安装到缝纫机主体上 12 电线的处理 放倒缝纫机时 请确认机头支杆安装在机台上 在放倒缝纫机的状态 连接电线 如图所 示用线束夹 捆紧 ...
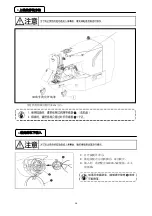
Page 27: ...26 穿过机针的线应留出 4cm 左右 3 上线的穿线方法 4 梭壳的取下插入 1 打开旋梭外罩 2 拨起旋梭壳 的抓脚 取出梭壳 3 插入时 请把梭壳深深插入旋梭轴 并关 闭抓脚 ...
Page 76: ...75 机台台板 ...
Page 93: ...12 2 Operation ...
Page 169: ...88 Table diagram ...
Page 170: ......
Page 194: ...2 4 5 6 7 9 2 3 6 8 1 23 HK2903 专用附件 EXCLUSIVE ACCESSORIE PARTS FOR HK2903 ...