
















18
96-0112 Rev W
July 2010
1. To create a new program, input the letter ‘O’ followed by the desired pro
-
gram number and press the WRITE key. The new program is created,
selected, and displayed. Press the WRITE key once more to insert the IPS
G-code into the new program.
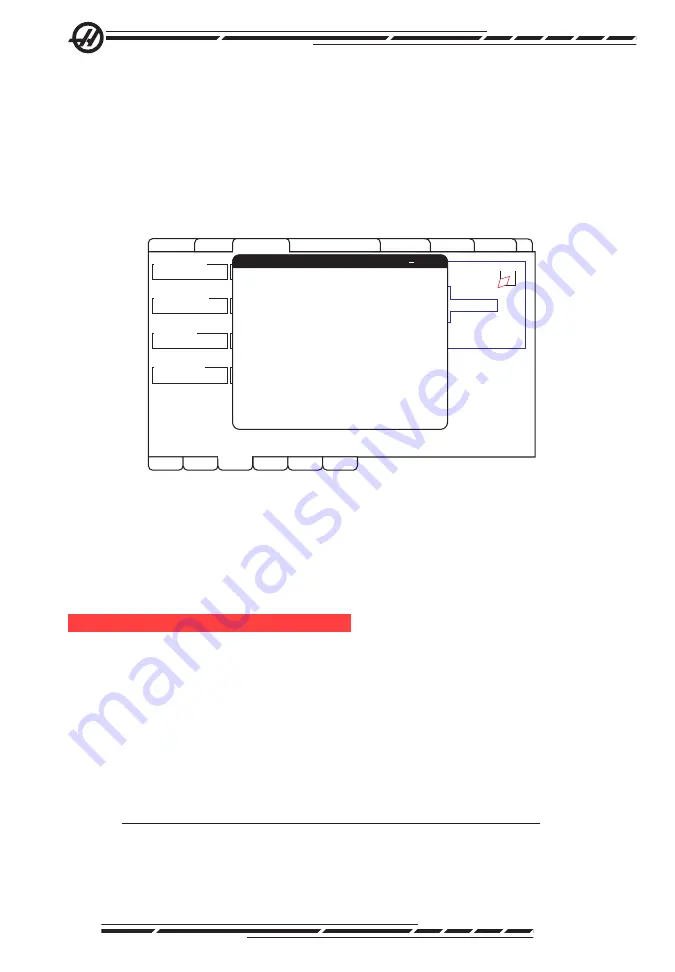
2. To select an existing program, enter an existing program number using
the O format (Onnnnn), then press the WRITE key to select and open the
program. To choose from a list of existing programs, press the WRITE key
without input. Use the cursor arrow keys to choose a program and press
WRITE to open it.
VQC
GROOVING
THREADING
DRILL & TAP
MANUAL
CHAMFER AND RADIUS
TOOL NUMBER
WORK OFFSET
Z START PT
DIA TO CUT
Z DIMENSION
DEPTH OF CUT
MAX RPM
SFM
1
1000
54
0.0000 in
200
0.0000 in
0.0500 in
RAPID
Press <CYCLE START>
to run in MDI or <F4>
to record output to a
program.
SETUP
TURN & FACE
FILLET RADII
0.0000 in
OUTSIDE DIA.
FEED PER REV
0.0000 in
0.0100 in
TOOL NOSE
0.0315 in
0.0000 in
FEED
OD TURN ID TURN
FACE
PROFILE
Select / Create Program
F4 CANCEL
O00000 (PROGRAM A)
O00001 (PROGRAM B)
O00002 (PROGRAM C)
O00003 (PROGRAM D)
O00004 (PROGRAM E)
O00005 (PROGRAM F)
O00006 (PROGRAM G)
Choose a program by using the cursor
keys and press WRITE to select.
or
Enter a ‘O’ followed by a new program
number and press WRITE to create.
3. Using the arrow keys, move the cursor to the desired insertion point for the
new code. Press WRITE to insert the code.
Menu Option 2: Output to Current Program
1. Select this option to open the currently selected program in memory.
2. Use the arrow keys to move the cursor to the desired insertion point for the
new code. Press WRITE to insert the code.
a
larmS
/m
eSSageS
d
iSplay
Alarms
Select the Alarms display by pressing the ALARM / MESGS button. There are
three types of Alarms screens. The first shows any current alarms. Pressing the
Right Arrow key switches to the Alarm History screen, which shows the previ-
ously received alarms. Pressing Right Arrow again switches to the alarm viewer
screen. This screen shows one alarm at a time with its description. You can
then scroll through all the alarms by pressing the Up and Down Arrow keys. To
view Alarm details for a known alarm number, type the number while the alarm
viewer is active, then press WRITE/ENTER or the left/right cursor key.
NOTE:
The Cursor and Page Up and Page Down buttons can be used
to move through a large number of alarms.