


























-40-
G0803
(Mfd. Since 09/15)
Symptom
Possible Cause
Possible Solution
Blade or teeth
break/crack.
1. Blade tension incorrect.
2. Blade incorrect for application.
3. Excessive feed rate/pressure.
4. Cutting corners too sharply.
5. Blade dull.
6. Blade tracking wrong.
7. Blade guides adjusted too far forward.
8. Blade guide height in wrong position.
9. Blade weld at fault.
10. Wheel tires worn or incorrectly installed.
11. Fence or miter slot out of alignment
with blade.
12. Bad bearings on wheels or guide bearings.
1. Adjust blade tension (
Page 20).
2. Use correct blade for application.
3. Reduce feed rate/pressure.
4. Use a wider arc on outside cuts, or use relief
cuts to make tight inside cuts.
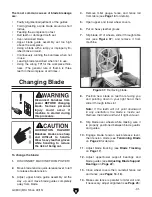
5. Replace blade (
Page 31).
6. Adjust blade tracking (
Page 17).
7. Adjust blade guides for correct blade support
(
Pages 22–23).
8. Adjust upper blade guide so blade is as close
to workpiece as possible (
Pages 22–23).
9. Replace blade (
Page 31).
10. Replace or re-install tire.
11. Align table and fence with blade (
Page 24).
12. Replace wheels and/or guide bearings.
Blade slows,
smokes, shows
overheating or
wears on one side.
1. Too much side pressure when feeding
workpiece.
2. Blade contacting table insert.
3. Blade guides worn or misadjusted.
4. Blade has insufficient support.
5. Blade installed backwards or inside out.
6. Wheels out of alignment.
7. Dull or incorrect blade.
8. Blade is bell-mouthed.
9. Fence not parallel with blade.
1. Feed workpiece straight into blade.
2. Adjust blade guide bearings to eliminate
excess side pressure (
Pages 22–23).
3. Adjust blade guide bracket.
4. Adjust blade guides as close to workpiece as
possible (
Pages 22–23).
5. Check blade installation; make sure teeth
face front of machine and point down in table
throat. Re-install blade if necessary (
Page 31).
6. Adjust wheels so they are coplanar (
Page 44).
7. Replace blade (
Page 31).
8. Replace blade (
Page 31).
9. Adjust fence parallelism with blade (
Page 24).
Finished
workpieces are
rough or show
scoring.
1. Blade overloaded and twists while cutting.
2. Blade TPI too coarse.
3. Blade loose and fluttering.
4. Blade tracking incorrect.
5. Blade has missing or bent teeth.
6. Blade has a faulty weld.
1. Decrease feed rate.
2. Use correct blade for material and type of cut.
3. Increase blade tension as required (
Page 20).
4. Adjust blade tracking (
Page 17).
5. Replace blade (
Page 31).
6. Replace blade (
Page 31).
Table is hard to tilt.
1. Table tilt lock lever tightened.
2. Sawdust or pitch trapped between
trunnion and base.
3. Metal burrs on trunnion.
1. Loosen table tilt lock lever.
2. Remove sawdust or pitch.
3. Remove burrs.
Miter bar binds
in miter slot.
1. Miter slot dirty or gummed up.
2. Miter bar bent.
1. Carefully clean miter slot.
2. Replace.
Blade tracks
incorrectly, or
comes off wheels.
1. Tracking is not adjusted properly.
2. Wheels are not coplanar.
3. Blade tension too loose.
4. Blade guides too tight against blade.
5. Feeding workpiece too fast.
6. Incorrect blade for bandsaw.
7. Blade is bell-mouthed, worn, or dull.
8. Wheel tire damaged or worn.
1. Adjust tracking (
Page 17).
2. Adjust wheel coplanarity (
Page 44).
3. Increase blade tension (
Page 20).
4. Adjust blade guides (
Pages 22–23).
5. Feed workpiece slower.
6. Install correct blade.
7. Install new blade (
Page 31) and remove
tension from blade when not in use.
8. Redress or replace wheel tires (
Page 38).
Summary of Contents for G0803
Page 56: ...54 G0803 Mfd Since 09 15...
Page 60: ......