MSB Flintec
26 November 2014
Assemble upper mounting brackets to the load cells using the fixing kits where provided, (for in-line mounted systems
where the load cells bolt directly to the upper frame structure, simply mount the load cell assemblies to the upper
frame). Make sure the fixings are the proper length and do not bottom out in the tapped holes. If the mounting bolts are
too long, damage to the load cells is possible. A dangerous operating condition could exist if the bolts are not secure.
Place the load cell assemblies on the vehicle frame mounting brackets which were installed in ‘Frame Preparation’.
Adjust the load cell assemblies into their final position, verifying fit and clearances with the superstructure. Bolt or
weld upper mounting bracket securely to the superstructure using a low hydrogen process and AWS E7018 rod or
equivalent (DO NOT WELD BEARING PLATES YET). See ‘CAUTION’ on page 10 before proceeding with welding. Lift
the superstructure and remove the temporary spacers.
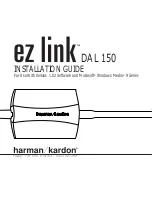
The load cell/upper mounting bracket assemblies are now ready to be installed on the superstructure. To do this, place
temporary spacers usually 20 mm to 25 mm (3/4" - 1") on the vehicle frame to provide the proper spacing between the
superstructure and the vehicle frame. Lower the superstructure onto these spacers. Be sure to check the superstructure
for proper alignment with the vehicle frame.
Weld assembly to body frame along
three sides & plug weld through holes
Upper mounting bracket
(out board mount)
Top mounting bolts
Temporary spacer block
9
Spacer blocks
(see page 14 for dimensions
- square plate is sufficient)
Load cell upper mounting
bracket assembly -
(welded or bolted)