





























12.0 GAASITA KEEVITAMISE
EELISED
1. Pole vajadust gaasisilindrite järgi.
2. Keevitamine õues on kergem, sest on vähem või-
malusi, et tuul puhuks kaitsegaasi ära.
3. Keevitamiseks kulub 50% vähem aega kui normaal-
se elektroodkeevitamise puhul.
4. Operaatori õppimise aeg on väga lühike.
5. Keevitusmaterjali minimaalne raiskamine.
6. Kõige olulisemana lubab see protsess lõpetada kee-
vitamist kiiremini ja tõhusamalt.
7. Vähem kuumust, vähem moonutamist.
8. Võimalus keevitada õhukesi materjale.
13.0 KEEVITAMISMEETODID
1. Sinu keevitusmasinal on kuus positsiooni voolu
reguleerimiseks erinevates olukordades.
2. Keevitamiseks sobiva positsiooni valiku määrab
keevitatava materjali paksus.
3. Gaasi voolu astme määrab samuti ära keevitatava
materjali paksus.
4. Jõuallika reguleerimiseks vaata graafikuid ja järgne-
vaid lehekülgi.
43
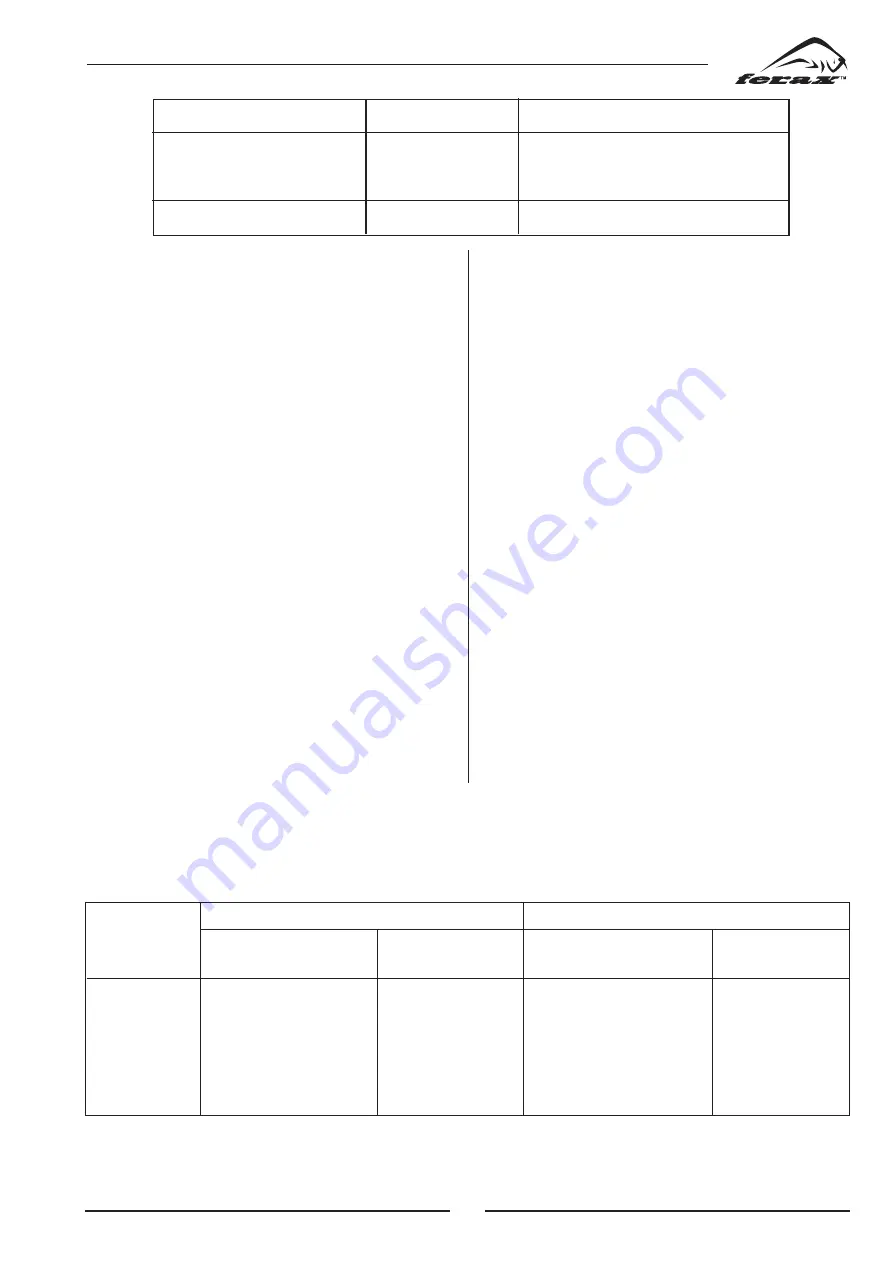
KEEVITATAV MATERJAL
GAASISILNDER
JUHE
Pehme teras
CO
2
Vaskterasest juhtmerull,
silinder või CO
2
gaasita keevitamisek
silinder
voolu tuuma juhtme rull
Roostevaba teras
Argoonsilinder
Roostevabast terasest juhtmerull
10.0 GAASITA KEEVITAMINE
Ilma gaasita keevitamisel on tuletungal ühendatud
negatiivse poolusega ja maanduskaabel positiivse poo-
lusega. Gaasiga keevitamisel on kaitsegaasi ülesandeks
kaitsta keevitusvõrengut oksüdatsiooni ja poorsuse
eest. Gaasita keevitamisel toimub see kaitse spetsiaalse
‘voolu tuuma’ juhtme abil, see tehnika lihtsustab nende
masinate kasutamist võrreldes standardjuhtmega masi-
natega, milles on gaasi hoovus eraldi reguleeritav.
11.0 ETTEVALMISTUSED
KEEVITAMISEKS
1. Ühenda keevitusmasin 230V 50/60Hz võrku;
2. OLULINE: veendu, et tuletungla ja maanduskaabli
polaarsus on korralikult seatud (joonis 5). Gaasita
keevitamiseks peab maanduskaabel olema ühenda-
tud positiivse terminaaliga (+) ja samas peab tule-
tungal olema ühendatud negatiivse terminaaliga (-)
(joonis 5).
3. Ühenda maanduskaabel töö detaili külge ja veendu,
et ühendus on hea;
4. Veendu, et juhet varustav rull on õiges asendis (et
õnarus sobiks juhtme diameetriga). Pane tähele, et
igal rullil on kaks õnarust, üks on märgitud 0.9 mm
ja teine 0.7 mm.
0,6 mm Keevitusjuhe
0,8 mm Keevitusjuhe
Töö detaili
Keevitusjuhe-
Juhtme kiiruse
Keevitusjuhe-
Juhtme kiiruse
Paksus (mm)
positsioon
Reguleeri-mine
positsioon
Reguleeri-mine
A
B
C
D
A
B
C
D
0,6
1
2
Min.
Madel
Professionell svetsning
Madel
0,6 - 0,8
1
2
Maks.
Madel
1
2
Maks.
Madel
0,8 - 1,0
A
2
Min.
Keskmine
A
2
Min.
Madel
1,0 - 1,2
A
2
Maks
Keskmine
A
2
Maks
Keskmine
1,2 - 2,0
A
3
Min.
Keskmine
A
3
Min.
Keskmine
2,0 - 3,0
A
3
Maks
Kõrge
A
3
Maks
Keskmine
13.1 VIITETABEL KUUE POSITSIOONIGA MUDELITE REGULATSIOONIKS
TERAS







































































