





























35
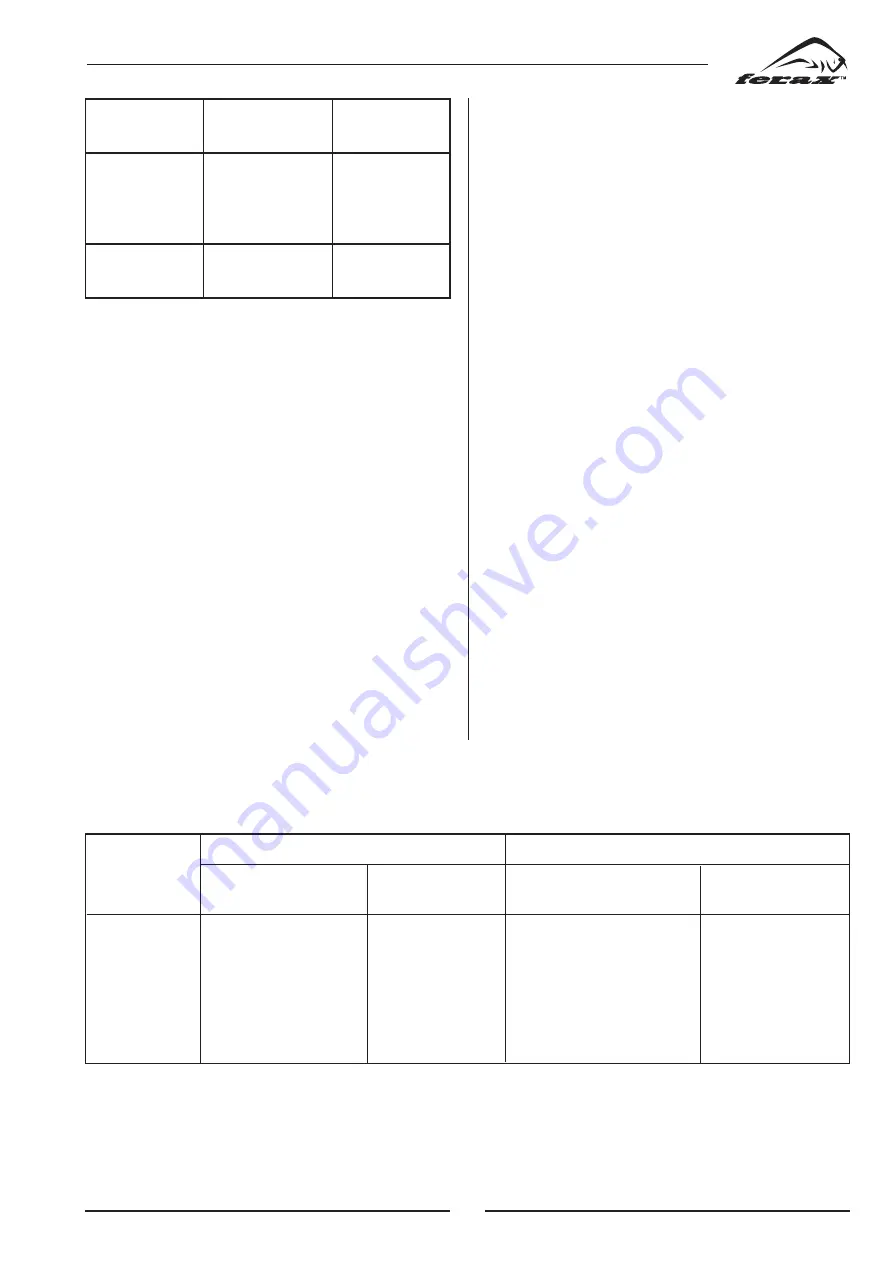
MATERIAL TO
WELD
GAS CYLINDER
WIRE
Soft steel
Argon + CO
2
Copper steel wire,
cylinder or CO
2
spool, for no gas
cylinder
welding flux-
cored wire spool
Stainless steel
Argon cylinder
Stainless steel
wire spool
0,6 mm Gas Welding Wire
0,8 mm Gas WeldingWire
Workpiece
Welding Position
Wire Speed
Welding Position
Wire Speed
Thickness (mm)
Adjustment
Adjustment
A
B
C
D
A
B
C
D
0,6
1
2
Min.
Low
Professional welding
Low
0,6 - 0,8
1
2
Max.
Low
1
2
Max.
Low
0,8 - 1,0
A
2
Min.
Medium
A
2
Min.
Low
1,0 - 1,2
A
2
Max.
Medium
A
2
Max.
Medium
1,2 - 2,0
A
3
Min.
Medium
A
3
Min.
Medium
2,5 - 3,0
A
3
Max.
High
A
3
Max.
Medium
10.0 NO GAS WELDING
In the “NO GAS welding” the torch is connected to the
negative pole and the ground cable to the positive pole.
By gas welding the shielding gas is used to protect the
weld pool from oxidation and porosity. By NO GAS
welding this protection is given by a special wire cal-
led “flux cored wire”, this technique simplifies the use
of these machines compared to the machines with stan-
dard wire, on which the gas flow must be adjusted
separately.
11.0 PREPARATION FOR
WELDING
1 Connect the welding machine to the 230V 50/60Hz
line;
2. IMPORTANT: make sure that the polarity of torch
and ground cable is correctly set (FIG.5). For NO
GAS welding the ground cable must be connected
to the positive terminal (+), while the torch must be
connected to the negative terminal (-) (FIG.5).
3. Connect the ground cable to the workpiece and
make sure that the contact is good;
4. Make sure that the wire-feeding roll is correctly
positioned (groove matching the wire diameter).
Note that each roll has two grooves one marked by
0.9mm and the other marked by 0.7mm.
12.0 ADVANTAGES OF NO GAS
WELDING
1. There is no need for gas cylinders.
2. Welding outdoors is easier because there are fewer
chances that wind blows away the shielding gas.
3. Welding time is about 50% less compared to the
normal electrode welding.
4. The learning time for the operator is very short.
5. Minimum waste of welding material.
6. Most important, this process allows to complete the
welding more quickly and efficiently.
7. Less heat, less distortion.
8. Possibility to weld thin materials.
13.0 WELDING PROCEDURES
1. Your welding power source has four or six positions
for the regulation of the current in the various con-
ditions.
2. The choice of the position for the welding is deter-
mined by the thickness of the material to weld.
3. Also the gas flow rate is determined by the thickness
of the material to weld.
4. For the adjustment of the power source make refe-
rence to the graphs and of the following pages.
13.1REGULATION REFERENCE TABLE
STEEL







































































