1.
Insert the fitting in the correct position. Position the fitting within
the crimping surfaces and at least 2-4 mm away from the end of
the crimping die.
2.
Press the
button to close the crimping tool until the crimping
dies are tight to the crimped sleeve.
3.
Disconnect machine from power supply and secure it against
switching on unintentionally.
4.
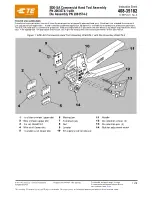
Loosen the clamp lever (5).
5.
Move the sleeve with end stop (4) against the fitting.
6.
Tighten the clamping lever (5).
7.
Switch on the machine.
8.
Form the workpiece.
9.
Press the
button to open the tool.
10. Check the workpiece.
11. If the workpiece meets the requirements: produce other identical
workpieces.
12. If the dimension is not reached: Adjust difference on the micro-
meter, form again and check the workpiece.
5.7 Setting the forming dimension
The forming dimension (X) must be set specifically for the workpiece.
1.
Read the forming dimension in the forming dimension table of
the system supplier, e.g. Ø 17.4 mm.
2.
Select crimping dies with a smaller or the same diameter, e.g.
Ø 17 mm,
3.
Place the crimping dies in the tool.
4.
Set the control and/or micrometer to the requested dimension:
Control system:
Forming dimension diameter
Summary of Contents for ET4500-001
Page 1: ......
Page 3: ......
Page 69: ...Item Quantity Part code Designation 1 2 245 515 Piston pressure switch pressure setting 40 bar...
Page 74: ...Retaining bolt Crimping die profile 262 263 239 266 232 237 554 245 246 247 245 114 4 x x x...
Page 75: ...9 6 Hydraulic diagram...
Page 76: ...9 7 Electric diagram...
Page 77: ......
Page 78: ......
Page 81: ......
Page 82: ......
Page 83: ......
Page 84: ......