- 32 -
- 33 -
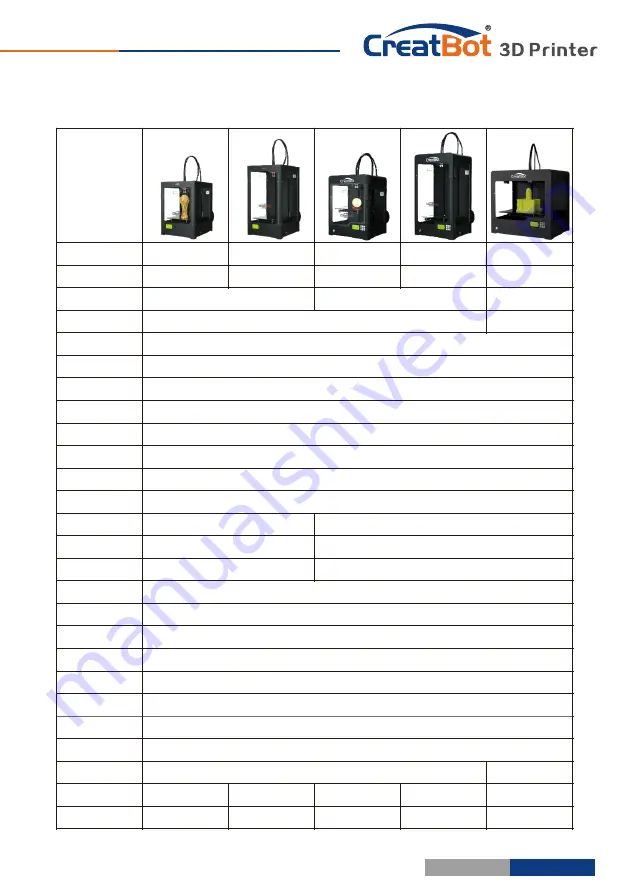
Specifications
Model
DM
DM
Plus
DX
DX
Plus
DE
Build
Size
250
*
250
*
300
250
*
250
*
450
300
*
250
*
300
300
*
250
*
520
400
*
300
*
300
Nozzles
Single
/
Dual
Single
/
Dual
/
Tris
Single
/
Dual
Diameter
0
.
3~1.0mm (other
sizes
can
be
customized)
0
.
3
~
1
.
5mm
Temperature
250
℃ (
300
℃
extruder
update
supported
)
Hot
bed
120
℃ (
can
be
closed
after
certain
layers
)
Min
.
Layer
0.04mm
(
less
than
0
.
04
is
not
recommended)
Accuracy
X
、
Y
、
Z axis 0
.
01mm
Print Speed
120mm
/
s
(
inner
/
outter
,
top
/
bottom
,
fill
,
first
layer
speed
can
be
set
separately
)
Travel
Speed
200mm/s
Materials
PLA
、
ABS
、
PVA
(
dissolve
)
, Nylon
,
PS
and
so on (<350
℃
)
Fila
.
Diameter
3
.
0mm (1
.
75mm optional
)
Keypad
No
Yes
(
nine
key
)
Auto
Turnoff
No
Yes
(
pwr
manager
+
relay
)
Continue
Play
No
Yes
(
Power
outage
,
lower
plate
and
save
data
)
Fila
.
Check
Yes
(
pause
printing
when
filament
finish
,
and
lower
platform
)
Adju
.
Head
Yes
(
height-adjustable-nozzles
)
OS
Windows, Linux, Mac OS, OSX
Languages
Chinese
,
English
, French,
multi
-
language
Software
CreatWare Muti
-
language
File Format
STL, OBJ, GCode, Amf
Chipset
Atmega 2560-16AU (AVR
8 Bit 16MHz
,
256KB Flash)
Display
128*64 monochrome
multi
-
language
(
support
color
TFT
)
Pwr
Supply
110~220V 360W
Double
Pwr
Dimension
370*420*530
370
*
420
*
680
420
*
380
*
570
420
*
380
*
790
590
*
430
*
570
Weight
25 Kg
30
Kg
28 Kg
35 Kg
45 Kg
Frequently Asked Questions
not over 120℃, and you can close the bed above 100mm.
3. The model not stick on the platform ?
Please
paste
masking
paper
or
Kapton
on
the
platform
,
or
the
nozzle
is
too
far
away
from
the
platform, or the bottom of the model is not flat.
4
.
No
or
less
silk
coming
on
the
first
layer
?
The
distance
between
nozzle
and
platform
is
too
small
,
or
the
filament
has
not
been
sent
to
the
nozzle
.
5. Why nozzle is not spit silk ?
The
filament
is
not pressed or too tight, or print temperature is too low, or the
filament feeder not working.
6
.
How
to
prevent
model
become
warped
?
Increase hot bed temperature or use Kapton, or change platform adhesion
type to Raft, or cover the baffle, or reduce indoor ventilation.
7
.
How
far
from
nozzle to platform appropriate ?
Distance
should
be
0
in
theory
,
but
there
is
no absolute flat platform, so the
distance -0.1mm. Finally, with the actual printing effect as the
standard, too close will lead to a silk blocked, too far will cause the model not
stick on the platform.
8
.
How
to
determine
whether
the
temperature
is too high ?
PLA
temperature
is
too high will appear liquefaction
,
ABS
will
be
the
carbide
,
that
will
block
the
nozzle
.
9
.
What
reasons
will
causing
nozzle
blocked
?
Filament are impurities or print environment dust too much, bad of thermal
conductivity between the nozzle and the heating block.
10
.
Model
surface
is
loose
with
crack
?
The
layer
is
too
high
or
the
printing
speed too fast, nozzle temperature too
low or filament press nut too loose, or filament is wrapped.
11
.
How
to
a
small
model
?
Multiple
the
model
,
and
print them at a time.
12
.
Dual
color
model
not
aligned
?
Adjust
offset
of
second
nozzle
in
machine
settings
.
13
.
Dual
color
model
color
interference
?
Align two nozzle in vertical direction
14
.
There
is
too
much
silk
drag
on
the
model
?
Please
enable
filament retraction, and specified proper retract speed, and
distance, the retract distance should not less than 4mm, and the speed not
less than 10mm/s.
Printing
Troubleshoot