

























- 22 -
- 23 -
Software
Operation
Advanced
Setting
Export
Setting
Software
Operation
Solid
fill
top
:
Refers to whether
to print the top surface of the
model, uncheck will print it with infill method.
Solid
fill
bottom
:
Same
as
above
,
and
so
on
.
Spiralis
:
Refers to the method of spiral printing the outer
wall of the model (single layer), and this feature is very
suitable for print glass vase model.
Enable
retraction
:
When
the
nozzle
is
moving
over
a
none
-
printed
area
,
withdraw
a
certain
length
length
filament
to
prevent
overflow
.
Retract
speed
:
T
he
speed
of
retraction
,
too
fast
can
lead
motor
out of
step
,
too
slow
increase
printing
time
.
Retract
distance
:
T
he
length
of
the
filament
when
enable
retraction
.
First
layer
thickness
:
H
eight
of
the
first
layer
of
printing
,
generally
greater
than
0
.
15mm
.
First
layer
flow
:
W
hen
the
set
of
the
first
layer
is
too
high
,
it
can
be
appropriate
to
increase
the
extrusion
.
Cut
off
object
bottom
:
T
his
can
be
used
for
objects
that
do
not
have
a
flat
bottom
.
Continue
:
B
eing
"
power
outages
continued
"
be
substituted
.
Travel
speed
:
T
he
speed
when
moving
over
a
non
-
printed
area
.
First
layer
speed
:
S
lightly
slow
speed
can
enhance
adhesion
model
on
the
platform
.
Solid layer speed:
The
speed
is
a
percentage
here
,
which
reference
to
the
global
speed, a
combination of different speeds, you can both get a good print quality and a faster print
time.
Notice
:
Most
of
the
setting
have been optimized, If you want
restore default configuration,use the menu
"
Tools
"->"
Reset
profile
to
default
"
.
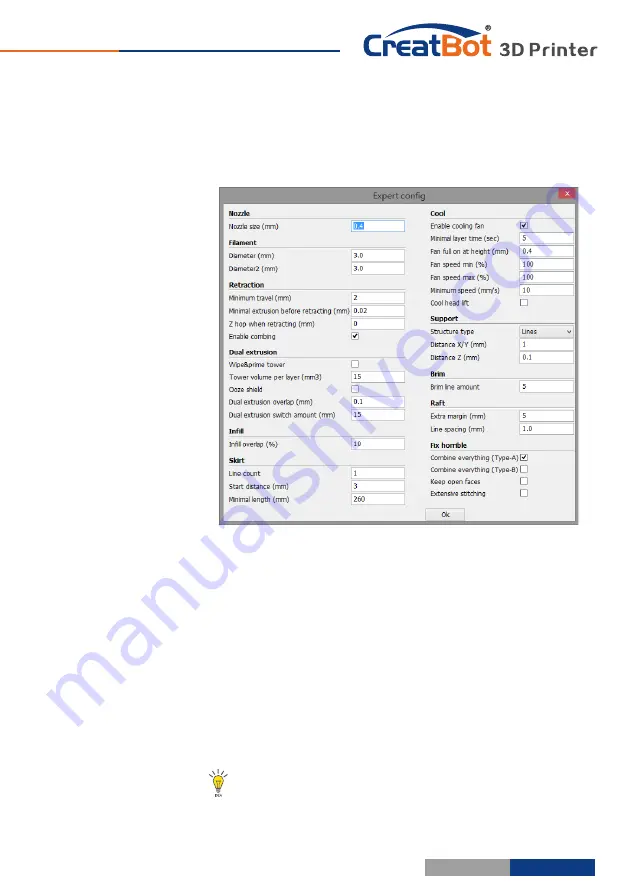
Nozzle
size
:
Set
the
nozzle
size
.
Diameter
:
Accurate
measurement of your
filament gives better
quality prints.
Minimum
travel
:
T
he
minimum
distance
which
can
trigger
filament retract
.
Minimum
extrusion
:
The
minimal amount of
extrusion that needs to
be done before
retracting.
Enable
combing
:
Combing
is the act of avoiding
holes in the print for the
head to travel
over
.
Wipe
tower
:
Is
a
small
tower
next
to
your
where
the
nozzle
wipes
itself
clean
when
switching
nozzles
.
Dual
extrusion
switch
amount
:
Amount of retraction when switching nozzle with dual-
extrusion,
a value of 15mm seems to generate good results
.
Cooling
fan
:
The
extra
cooling
fan
is
essential
while
printing
small
model
,
but when
ABS
material
,
the
max
fan
speed
should
not
more
than
50
%.
Skirt
:
The skirt is a line drawn around the model at the first layer. This helps
to prime your
extruder, and to see if the model fits on your platform.
Brim
:
The amount of lines used for a brim, more lines means a larger brim which
sticks better
.
Raft
:
If the raft is enabled, this is the extra raft area around the object which is also rafted.
Increasing this margin will create a stronger raft while using more material and leaving
less are for your print.
Spiralise
Printing







































































