





























Consolidated 1900/P Series Safety Valves Instruction Manual
| 19
© 2020 Baker Hughes Company. All rights reserved.
B. Lapping
Lapping is required to obtain the surface finish necessary
for proper seating. Prior to lapping, Lap Ring must be
reconditioned to ensure proper results.
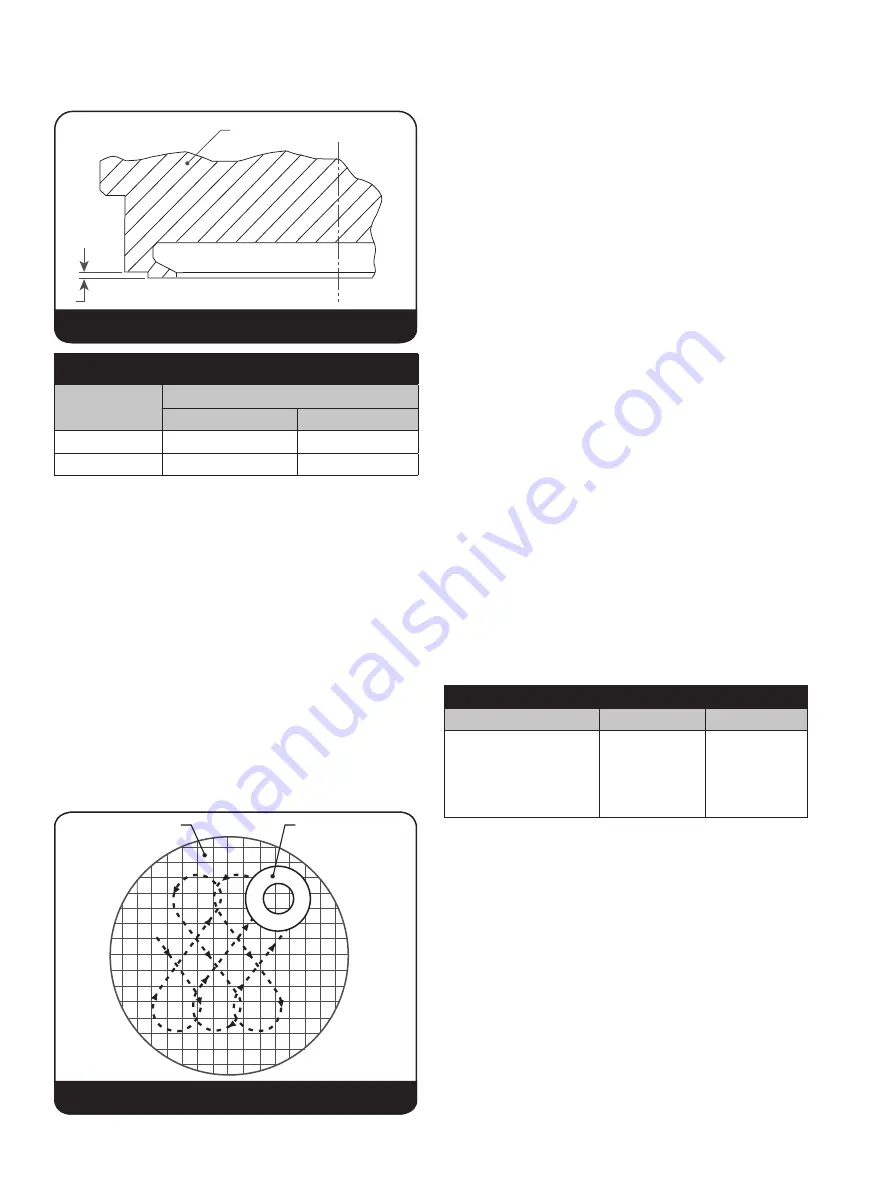
C. Reconditioning of Ring Laps
Lap Rings are reconditioned by lapping them on a flat
lapping plate. The lapping should be done with figure-eight
motions as indicated in Figure
17. To obtain the best results,
the Lap Rings must be reconditioned before each use.
Always run the outer edge of the lap beyond the edge of the
plate to even wear.
Lapping Plate
(1)
: The lapping plate is used for reconditioning
Lap Rings. One 11" (279.40 mm) diameter cast iron plate is
required for the entire range of valve sizes.
Lap Rings
(1)
: Laps are flat cast iron rings.
Lapping Compound
(1)
: Lapping compound is used as the
cutting medium in lapping valve seats.
(1)
See Maintenance Tools and Supplies (Section XIX).
D. General Lapping Comments
Seat lapping is an art and comes with practice and
experience. To obtain the best results, the Lap Rings must
be reconditioned before each use.
At first the parts will slide easily; however, as the seat becomes
smooth and flat, the lap will drag noticeably. Clean the seat
periodically for examination. When the seat is fully lapped, it
will have a uniform dull light grey appearance. At this point,
clean and apply 1000 grit and lap to a mirror finish. When
lapping has been completed, any lines appearing as cross
scratches can be removed by rotating the lap which has been
wiped clean of compound - on the seat faces - about its own
axis. With practice a quarter turn on #4/0 emery polishing
paper accomplishes the same result. Clean with alcohol or
other suitable cleaner.
A Surface Finish Comparator is used to determine surface
finish number (microinch). For full details on surface finish
numbers refer to ANSI B46.1 and/or Machinery’s Handbook.
In many cases a 1000 grit lap may be adequate. Both nozzle
and disc seat surfaces must be 8 RMS finish or better.
Table 2: Typical Seat Lapping Recommendations
Seat Finish RMS
Repair Oper.
Grit
over 250
machine
-
over 125 - 250
grinding
320
over 16 - 125
grinding
500
16 and under
lapping
1000
E. Nozzle Lapping
When using the Lap Ring uniformly, coat the lap with a small
amount of lapping compound. Keep the lap squarely on the
nozzle seat and avoid any tendency to rock the lap, which will
result in rounding of the seat. Keep a firm grip on the lap to
prevent the possibility of dropping it and damaging the seat.
Use an oscillating motion while applying very light force and if
possible occasionally rotate the nozzle. (Do not turn the lap in
just one direction.)
F. Thermodisc™ Disc Lapping
XIII. Maintenance Instructions (Contd.)
Lapping
Plate
Lap
Ring
Disc
A
Table 1: Minimum A Dimensions (Thermodisc)
Orifice
A min.
in.
mm
D thru M
.003
0.08
N thru T
.005
0.13
Figure 17: Lapping Pattern
Figure 16: Thermodisc™







































































