






















63
Tabla 2 continuó. Guía recomendada para números de tono
(Adaptado del estándar ANSI Z49.1-2012)
Funcionamiento
Tamaño del
electrodo
in (mm)
Corriente de
arco
(A)
Tono
protector
mínimo
Número de
tono
recomendado*
Soldadura fuerte con
soplete (TB)
—
—
3-4
Soldadura blanda con
soplete (TS)
—
—
2
Soldadura por arco de
carbono (CAW)
—
—
14
Funcionamiento
Espesor de la placa
in (mm)
Número de
tono
recomendado*
Soldadura por gas oxicombustible (OFW)
Ligero
<1/8 (<3)
—
—
4-5
Medio
1/8 – 1/2 (3 – 13)
—
—
5-6
Pesado
>1/2 (>13)
—
—
6-8
Oxicorte (OC)
Ligero
<1 (<25)
—
—
3-4
Medio
1 – 6 (25 – 150)
—
—
4-5
Pesado
>6 (>150)
—
—
5-6
*Como regla general, comience con un tono que sea demasiado oscuro para ver la zona de soldadura. Luego,
vaya a un tono más claro que ofrezca una visión suficiente de la zona de soldadura sin ir por debajo del mínimo.
En soldadura, corte o soldadura con gas oxicombustible donde el soplete o el fundente producen una luz
amarilla intensa, es recomendable usar una lente de filtro que absorba la línea amarilla o de sodio del espectro
de luz visible.
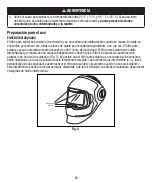
Selección de sensibilidad
La sensibilidad del sistema de detección de arco se puede ajustar para adaptarse a una variedad de procesos de
soldadura y condiciones del lugar de trabajo.
a. Para ver la configuración de sensibilidad actual, presione y suelte rápidamente el botón SENS
(SENSIBILIDAD)
+
o
-
. El número de la sensibilidad actual parpadeará. Para cambiar la sensibilidad,
presione el botón SENS
+
o
-
repetidamente para mover el LED parpadeante hacia arriba o hacia abajo a la
sensibilidad deseada (Fig. 6c).