















10
Table 2 Continued. Recommended Guide for Shade Numbers (Adapted from ANSI Z49.1-2012)
Operation
Electrode Size in.
(mm)
Arc Current
(Amps)
Minimum
Protective
Shade
Recommended*
Shade Number
Torch Brazing (TB)
—
—
3-4
Torch Soldering (TS)
—
—
2
Carbon Arc Welding (CAW)
—
—
14
Operation
Plate Thickness in.
(mm)
Recommended*
Shade Number
Oxyfuel Gas Welding (OFW)
Light
< 1/8 (< 3)
—
—
4-5
Medium
1/8 - 1/2 (3-13)
—
—
5-6
Heavy
> 1/2 (> 13)
—
—
6-8
Oxygen Cutting (OC)
Light
< 1 (< 25)
—
—
3-4
Medium
1-6 (25-150)
—
—
4-5
Heavy
> 6 (> 150)
—
—
5-6
*As a rule of thumb, start with a shade that is too dark to see the weld zone. Then go to a lighter shade which
gives sufficient view of the weld zone without going below the minimum. In oxyfuel gas welding, cutting, or
brazing where the torch and/or the flux produces a high yellow light, it is desirable to use a filter lens that
absorbs the yellow or sodium line of the visible light spectrum.
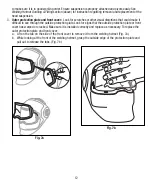
Sensitivity Selection
The sensitivity of the arc detection system can be adjusted to accommodate a variety of welding processes and
workplace conditions.
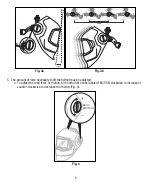
a. In order to see the current sensitivity setting, quickly press and release the SENS
+
or
-
button. The current
sensitivity number will blink. To change sensitivity, press the SENS
+
or
-
button repeatedly to move the
flashing LED up or down to the desired sensitivity (Fig. 6c).
b. The settings correspond to:
6 High – Most sensitive, for low energy TIG welding or where part of the arc may be obscured from view
5 Medium High – Very low current welding, use of TIG welding machines.
4 Medium – For low current welding, use of TIG welding machines.
3 Normal – For low current, with stable welding arcs or bright ambient light.
2 Low – Used for most types of welding.
1 Very Low – Least sensitive setting. Used if there is interference from other welders’ arcs in the vicinity.
c. If the welding filter does not switch to the dark state during welding as desired, increase the sensitivity.
Should the sensitivity be set too high, the welding filter may remain in the dark state after welding is stopped