


























Содержание D2000E
Страница 11: ...11 2 Drawings and list of parts 2 2 Support with motor and protective cover for D2400 E and D3000 E ...
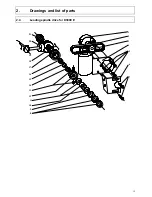
Страница 13: ...13 2 Drawings and list of parts 2 3 Leading spindle drive for D2000 E and D2400 E ...
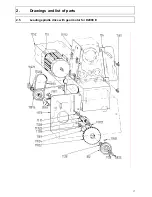
Страница 17: ...17 2 Drawings and list of parts 2 5 Leading spindle drive with gear motor for D2000 E ...
Страница 19: ...19 2 Drawings and list of parts 2 6 Cross table ...


































































