




























11
3.3
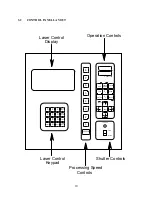
OPERATIO COTROLS
POSITIONING KEYS
These keys are used to move the focusing optics manually in any of the arrow directions (four
directions) indicated on the keys. Pressing the adjacent two keys together moves it in a diagonal
direction.
FAST KEY
FAST
Pressing this key together with an arrow POSITIONING key increases the positioning speed at
which the focusing optics move.
REFERENCE POINT KEYS - P1 AND P2
P
1
P
2
Pressing the P1 or P2 keys will move the optics to the lower left or upper right corners,
respectively, of the engraving areas. These keys are typically used to position the system for
checking power or doing a beam alignment. They can also be used in conjunction with the Test
key to manually mark lines on material to indicate the edges of the engraving field or as
alignment marks.
VIEW KEY
VIEW
Pressing this key causes the focusing optics carriage to move to the upper right corner (VIEW
position) of the system.
PAUSE KEY AND LED
PAUSE
When this key is pressed once during processing, the PAUSE LED light goes on and motion of
the optics is temporarily halted. Pressing this key once more causes the PAUSE LED to go off
and the system to resume operation. If the pause is left on for more than one minute, the system
will move the optics carriage to the view position (extreme upper right). In either case, the
system will resume operation at the point the pause was initially activated.
CAUTIO:
Laser beam might be on during pause. To prevent damage to work piece, always
close shutter switch (located on control panel) prior to pressing PAUSE key.







































































