HR/JIG
-10-
100
200
300
400
300
200
100
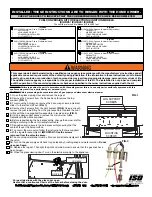
Guide bush
Direction of
router feed
Router cutter
Cutter rotation
Clamp
Clamp
Clamp
Feed direction
= Pin
Routing the Grooves
n
Position the router in left hand side
of first slot.
n
Switch on router and plunge down to depth
setting. Rout groove using a steady and
even feed speed. Ensure guide bush follows
the left side of the slot, do not rout back
down the slot.
n
At the end of the cut release the plunge and
switch off the router. Reposition the router at
the beginning of the next slot.
n
Repeat this operation for each slot in the jig
as required.
n
When routing is complete remove any rough
edges with a fine grade adhesive paper.
Setting the Depth of Cut
n
The preferred method of recessing slots
for hot rods is to cut one third to half the
diameter in depth of the hot rods. For
example for 12mm diameter rods the cut
depth is 4-6mm deep.
n
Ensure router has correct size of guide bush
and cutter fitted.
n
Plunge router down until the cutter is just
touching the worktop.
n
Now set the depth of cut required depending
on the diameter of the hot rod.
n
Release router plunge.
n
Make a trial cut on waste material first to
check recess depth and length of slots suits
the hot rods.
Feed Direction
Jig
Worktop
4-6mm
Check slot depth and length in
a waste piece of material before
starting main cut.
Before cutting an actual worktop,
make trial cuts on a waste piece
of worktop to check groove depth
and spacing is correct and to allow
familiarisation of jig.
Rout only in one direction, do not rout
back in the opposite direction.