





























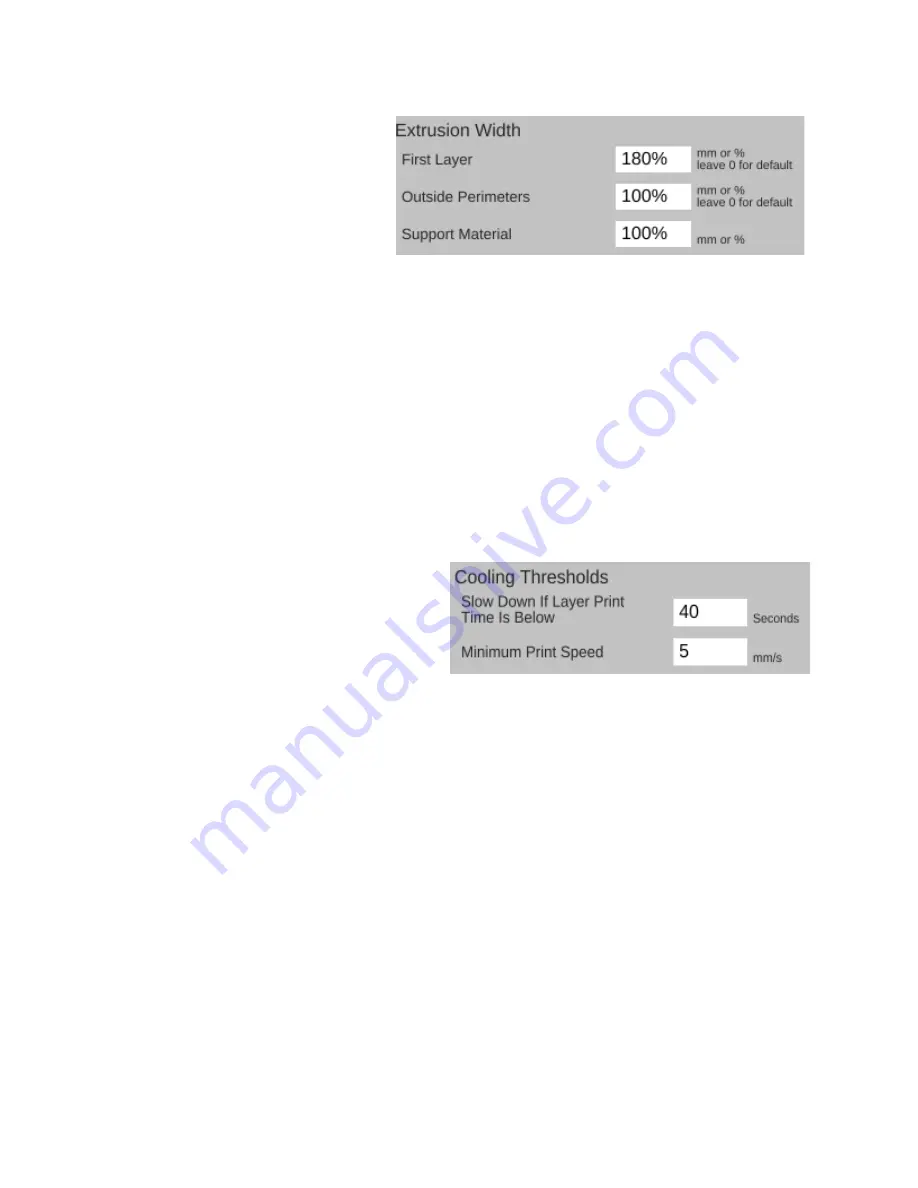
The next page is called
Extrusion
and contains a set of
parameters for dealing with the width
of the material as it's extruded.
The
First Layer
parameter
allows you to specify the extrusion
width of the first layer. A first layer
width that's larger can help with how
the material adheres to the bed. You can specify it as either an actual width, or as a percentage
of the normal extrusion with (typically the same as the nozzle diameter).
Outside Perimeters
will allow you modify the width of the extrusion when you're printing
the outside perimeter of the model. This can come in handy if you need to fine tune the exterior
dimensions if they don't exactly match the model.
Support Material
allows you to specify how wide you want the extrusion to be for the
support structure if you're using it.
The
Cooling
page covers parameters relating to layer cooling.
Cooling Thresholds
allow you to slow
the print speed down during a print if needed.
If the current layer will require more than the
specified time to print, the slicing engine will
automatically slow the print speed down to
meet this goal. This can be important because
if you don't use a fan, a layer will need time to radiate its excess heat before the next layer is
applied. If the material isn't cooled, or given time to cool via radiation, heat can build up in the
underlying layers and cause curling and other undesirable effects.
Minimum Print Speed
can be used to ensure that the printer doesn't slow down TOO
much, which can cause it's own heating problems. For example, if you're printing too slowly, the
presence of the nozzle moving over the surface can cause heating to areas adjacent to the
nozzle tip which can cause blobbing or layer deformation.
Note that there are fan options that be present if you've enabled the operation of the fan.
Because the Eris® has a combination cooling solution that covers both the cold section of the
hot end and the layer cooling feature, the individual fan options are disabled by configuration
option.
49





















































