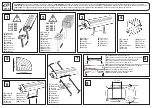
Installation Procedure
1. Locate the area on the service panel where you
will perform sectioning.
2. Measure and mark the cut line location on the
service part at the same location as on the
vehicle layout.
3. Cut the service panel in corresponding locations
to fit the remaining original panel. The sectioning
joint should be trimmed to allow a gap of
1
1
⁄
2
times the metal thickness at the
sectioning joint.
4. Create 100 mm (4 in) backing plates from the
unused portion of the service part for the
sectioned areas.
5. Trim the backing plates as necessary to fit behind
the panel at the sectioning joints.
Important: If the location of the original plug weld
holes can not be determined, space the plug
weld holes every 40 mm (1 1/2 in) apart.
6. Drill 8 mm (5/16 in) plug weld holes along the
sectioning areas in the service part, and along
the sectioning areas on the vehicle. Drill the plug
weld holes 15 mm (5/8 in) from the edges.
7. Drill 8 mm (5/16 in) plug weld holes at the
locations noted from the original panel.
8. Prepare all mating surfaces as necessary.
9. Apply 3M Weld-Thru Coating P/N 05916 or
equivalent to all mating surfaces.
10. Fit the backing plates 50 mm (2 in) into the
sectioning joints on the vehicle. Clamp the plates
in place, and plug weld to the section joint
11. Weld the plug weld holes on the vehicle half of
the backing plates.
12. Position the outer front pillar to the vehicle using
3-dimensional measuring equipment. Clamp the
quarter panel in place.
875634
875639
2003 Saturn Ion
3-135
2003
Saturn
Ion
Содержание 2003 Ion
Страница 10: ...Underbody 876938 3 10 2003 Saturn Ion...
Страница 13: ...Sedan Side 876943 2003 Saturn Ion 3 13 2003 Saturn Ion...