


















4
Introduction
The R-Tech TIG160PD Digital is a member of our field acclaimed family of welding products.
Premium features include:
-
1. Inverter power source – more efficient to operate, provides smoother weld characteristics.
2. Full Featured Pulse welding in DC TIG welding mode
3. HF Arc start – Easy arc striking and prolonged tungsten life
4. Slope up / slope down
5. Remote foot pedal option
6. Digital control panel with memory store function.
7. Industrial 35% Duty cycle at 160 Amps @ 40C
Recommended Processes
The R-Tech TIG160PD Digital is recommended for the TIG welding processes within its output
capacity of 160 Amps
Welding Capability – Duty Cycle
The R-Tech TIG160PD Digital is rated at 160 Amps at 35% duty cycle on a ten-minute basis. If the
duty cycle is exceeded a thermal protector will shut machine off until the machine cools.
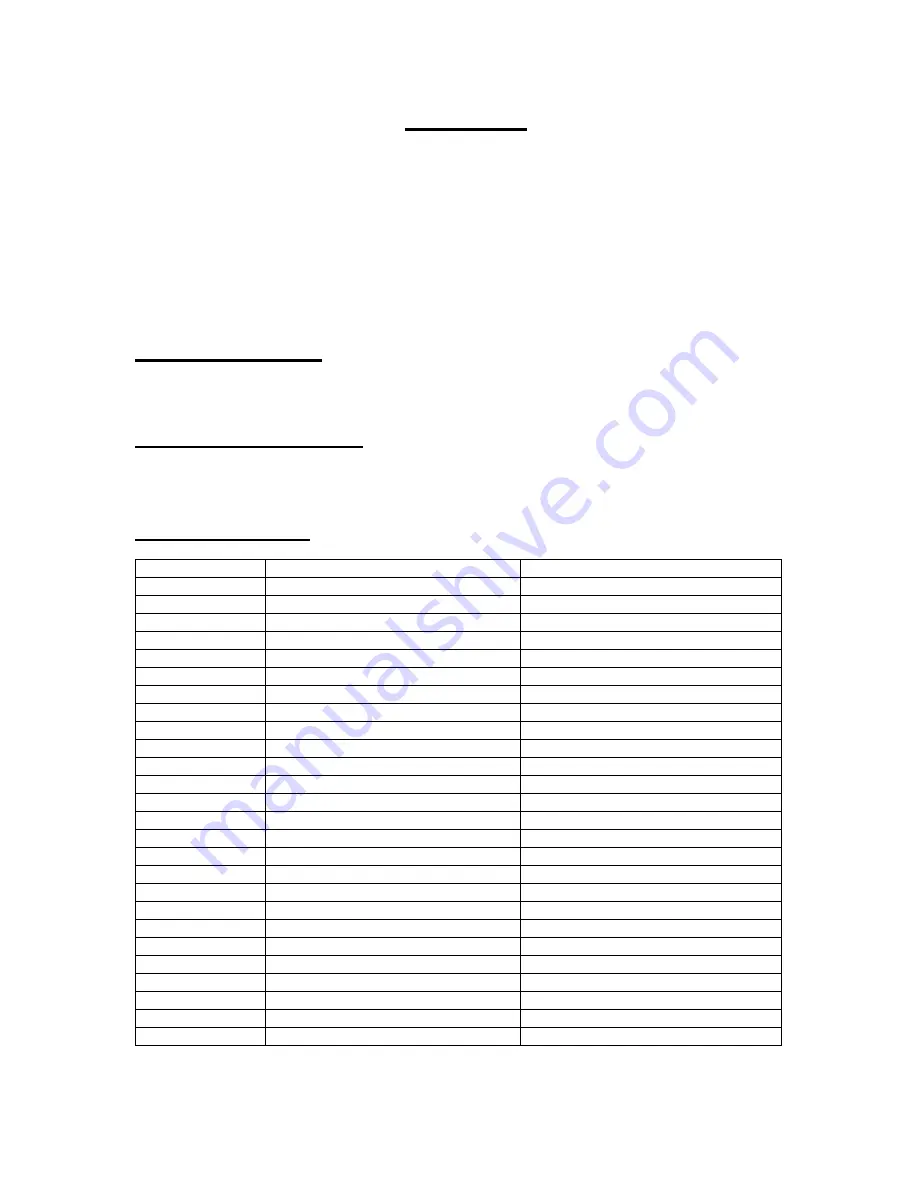
Technical Specifications
Model No.
R-Tech TIG160PD Digital
Input
240V AC 50/60Hz 13A
MMA
No-load Voltage
60V – 80V
Current Range
10A – 130A
Rated Output Current
130A @ 35%
Arc Force
1 - 100%
Hot Start Time
0.1 - 1.5
Hot Start Amps
1 - 100
DC TIG
No-load Voltage
60V – 80V
Current Range
5A – 160A
Rated Output Current
160A
Duty Cycle TIG
35% @160A
Up-Slope Time
0-25 Seconds
Down-Slope Time
0-25 Seconds
Pulse Frequency Range
0.5Hz – 500Hz
Pulse Width Range
5% - 95%
Pulse Amperage Range
5% - 95% of base amps
Gas Post Flow Time
0 - 25 Seconds
Gas Pre-Flow Time
0 - 10 Seconds
Arc Starting Mode
High Frequency / Lift
Gross Weight
16KG
425 x 195 x 310mm
Insulation
IP23S







































































