



























13
PM-1440BV v3 2020-10
Copyright © 2020 Quality Machine Tools, LLC
GENERAL RULES FOR THE THREADING DIAL
1. Divide the TPI value by 2: If this gives an
EVEN whole
number
, example 12/2 = 6, re-engage at
any line
on the
dial, also
mid-way
between the lines.
1. If the ÷ 2 result is an
ODD whole number
, examples 10/2
= 5, 14/2 = 7, re-engage at any
line
on the dial, but
NOT
mid-way between the lines.
To make the first thread-cutting pass the leadscrew is run at
the selected setting (tables on this, and preceding pages), and
the carriage is moved by hand to set the cutting tool at the
starting point of the thread. With the tool just grazing the work
-
piece, the split-nut lever is lowered to engage the leadscrew.
This can be done at any point,
provided
the split-nut remains
engaged throughout the
entire multi-pass thread cutting
process
.
When the first pass is completed, the tool is backed out clear
the workpiece (using the cross slide), and the spindle is re
-
versed to bring the saddle back to the starting point. The cross
slide is returned to its former setting, then the tool is advanced
a few thousandths by the compound for the next pass. Each
successive pass is done in the same way, each with a slightly
increased infeed setting of the compound.
Many users working on U.S. threads save time by disengag-
ing the split-nut at the end of each cutting pass, reversing the
saddle by hand, then re-engaging, usually by reference to the
threading dial.
If the TPI number is divisible by 2 re-engagement can be done
at
any line
on the threading dial.
For all other TPI numbers every engagement,
including the
first
, must at the point where a
specific
line
on the threading
dial comes into alignment with the datum mark. If not, the sec-
ond and subsequent passes will be out of sync. In some cas-
es, Figure 3-12, there is a choice of lines for re-engagement,
but in every case the process calls for careful timing.
[NOTE:
Disengagement and re-engagement of the split-nut is not
applicable to metric threads]
.
Typical depths of cut per pass vary from an initial 0.005” or so,
to as little as 0.001”, even less. A finishing pass or two with
increments of only 0.0005” — or none at all, to deal with the
spring-back effect, can make all the difference between a too-
tight thread and one that runs perfectly.
Assuming that the compound is set over at between 29 and
30 degrees, the total depth of cut is approximately 0.69 times
the thread pitch, P (this equates to a straight-in thread depth of
0.6 times P). There may be a need for a few thousandths more
in-feed than 0.69P, almost certainly not less.
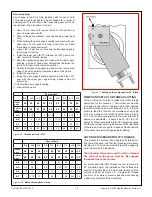
Figure 3-12
Threading dial visualization for selected U.S. threads
Minimize wear by swinging the dial indicator assembly away from the
leadscrew when not in use
2. If the TPI value is a whole number not divisible by 2, ex-
ample 7, re-engage on the start line, or any line at right
angles to it.
3. If the TPI value is fractional, but becomes a whole number
when multiplied by 2, example 4-1/2, re-engage only on
the start line, or its diametrical opposite.
If in doubt, re-engage on the start line!






























































