






18
4.4 Tube Brazing
During brazing the system piping to the compressor, it is important to maintain the cleanliness inside the
piping to prevent water, solid contamination and so on entering into the system. Do not bend the discharge
or suction lines or force the piping into the compressor connections since this may increase piping stress and
potential failure. See figure below for recommended materials and procedure.
4.4.1 Brazing material:
A silver-phosphorus and other silver brazing materials are recommended for all kinds metal brazing. A copper-
phosphorus brazing material is also acceptable for copper brazing.
See Table 4-1 for recommended brazing materials.
Table 4-1: Recommended Brazing Material
Metal
Silver (%)
JIS Code
Brazing Temp.
℃
JIS standard
Copper to Copper
4.8~5.2
BcuP-3
720~815
Z 3264
Copper to Steel with copper
coated
35
BAg-2
700~845
Z 3261
*Copper to Steel
*Steel with copper coated to
steel
*Steel to Steel
45
BAg-1
620~760
Z 3261
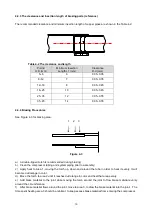
4.4.2 Nitrogen purge
During brazing the system piping to the compressor a Nitrogen purge with high purity (99.8% min.) must be
used to prevent oxidation contamination. The nitrogen purge cannot be stopped until the piping temperature
below 200
℃
. See Figure 4-2 below for recommended flow method of nitrogen purge.
oxidation contamination
Figure 4-2 The flow method to prevent the oxidation contamination