
















23
deviation from current published specifications occurs (+/-15% or more) this may indicate a defective
compressor.
4.12.2 System Evacuation
When evacuating a compressor in the field, it is extremely important to use a vacuum manifold set with at
least 2 vacuum lines connected to the system. One line connected to the high side and the other connected
to the low side of the system. This procedure is necessary to ensure the system is completely evacuated,
since the scroll sets can seal under some non-energized conditions and thus isolate the high and low sides
from each other. If there is refrigerant left in the system, this can create a hazard when unbrazing the piping.
When compressor is replaced, the filter-dryer should also be replaced.
4.12.3 Remove the Failed Compressor
The preferred method of remove a compressor is to cut the connecting lines using a tubing cutter. However,
unbrazing is also acceptable using the following precautions. Check to be sure all refrigerant has been
evacuated using the procedure above in 4.12.2. If there is still refrigerant in the system, this when combined
with the compressor oil can ignite if it comes in contact with a flame.
(1)
Use the suitable welding machine or tools to remove the connecting pipes, screws, flanges or service
valves;
(2)
Check the oil in failed compressor. If oil is in black color (the normal color of oil for HFC models is
colorless), if necessary to clean the system piping before installing new compressor.
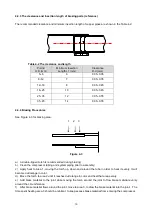
4.12.4 Brazing Procedure
See figure below for the procedure for field servicing.
1 2 3
Figure 4-6
To disconnect:
1)
Disconnect power and remove wires from terminal box.
2)
Insure ALL pressure is out of the system (check high and low sides).
3)
Heat areas 2 and 3 slowly and uniformly until braze material softens and the tube can be removed from
the compressor fitting.
To Reconnect:
4)
Recommended brazing material is specified in section 4.4.1.
5)
Clean tube and fitting until shiny like a new penny.
6)
Re-insert tube into fitting.
7)
Heat tube uniformly in Area 1, moving slowly to area 2 until it reaches dull orange in color, apply the
brazing material to the joint.







































































